
 |
 |
 |
 |
 |
Artigo
|
|
| Influência do procedimento de ajuste granulométrico de amostras de cerâmica vermelha agregada com resíduos de rochas ornamentais para classificação conforme critérios da ABNT Influence of the procedure for granulometric sample adjustment of red ceramic aggregated with dimension stone wastes for classification according to the ABNT criteria's |
|
Alcione Alves de FreitasI,* I. Departamento de Engenharia Rural, Centro de Ciências Agrárias e Engenharias, Universidade Federal do Espírito Santo, 29500-000 Alegre - ES, Brasil Recebido: 18/06/2023 *e-mail: alcionedfreitas@gmail.com In order to clarify questions about the granulometric preparation of samples for the classification of solid wastes according to the Brazilian technical standard (NBR 10004/04), solubilization tests were carried out on red ceramic specimens made with conventional clay aggregated with ornamental rock residues. Samples were prepared by fragmentation and milling to verify the effects on metals releasing to the extractor medium. The specimens were made with 80% clay, 20% residue and 10% (m/m) moisture and sintered at 1000 ºC. The data show that ceramics made with conventional clay, when discarded, will produce non inert wastes, as well as the ceramics made with dimension stone wastes added to the conventional raw material, according to the granulometry of its particles. After all, the metals concentration in the solubilization test are influenced by the sample granulometry. This paper shows that the method of granulometric adjustment should be detailed in the technical standard for solubilization tests (NBR 10006/04), in order to ensure the reliability of the method for classification of solid wastes. INTRODUÇÃO O Brasil tem destaque mundial na produção de rochas ornamentais, com exportações que totalizaram cerca de US$ 1,3 milhões e 2,1 milhões de toneladas no ano de 2022.1 Embora tenha ocorrido pequeno recuo do volume físico exportado com relação ao ano anterior, elevaram-se as vendas de rochas mais caras. Variações positivas de valor foram registradas na comercialização de mármores, quartzitos e rochas silicáticas exóticas, direcionadas a consumidores de alto padrão aquisitivo.1 As exportações desses materiais são feitas sob a forma de blocos rochosos brutos ou de chapas acabadas, obtidas após o processo de beneficiamento. O beneficiamento é feito por meio de teares convencionais, que utilizam granalha de aço e cal para compor uma lama abrasiva, ou por teares de fios diamantados ou multifios.2,3 O processo convencional gera resíduos constituídos por um pó ultrafino composto, em grande parte, pela própria rocha cominuída, além dos insumos que compõem a lama; enquanto no caso dos teares multifios, o resíduo é composto basicamente por pó de rocha e água.4 O descarte dos resíduos da lama deve ser feito em aterros industriais,5 pois, quando lançados de forma inadequada no ambiente podem causar danos ambientais.6 Neste sentido, com a crescente preocupação em preservação ambiental e a busca pela economia verde, cada vez mais pesquisadores e produtores industriais têm buscado formas alternativas de destinação dos resíduos. O uso de resíduos industriais como parte da matéria-prima para a fabricação de vários produtos é considerado uma importante ferramenta na gestão de resíduos sólidos, pois além de minimizar os volumes descartados no ambiente, pode gerar emprego e renda. Vários trabalhos publicados já testaram, com resultados positivos, o uso de resíduos de rochas ornamentais na fabricação de diversos produtos,7 como materiais cerâmicos,2,8-15 cimento, concreto e argamassa,16-18 na remineralização e correção de pH do solo,19-21 dentre outros. Mas ainda existem preocupações relativas ao descarte de materiais agregados com resíduos industriais, uma vez que, conforme sua classificação, eles podem liberar elementos e compostos químicos potencialmente tóxicos à saúde humana, à fauna e à flora. De fato, a incorporação de resíduos industriais em produtos de qualquer natureza precisa ser feita de forma segura, passando, necessariamente, pelo conhecimento da composição dos materiais para conhecer seu potencial de impactos ambientais. O sistema de classificação de resíduos proposto pela Associação Brasileira de Normas Técnicas (ABNT) é comumente adotado por órgãos ambientais como normativa válida para avaliação do potencial de impactos ambientais de resíduos sólidos. De acordo com a NBR 10004/04,22 os resíduos podem ser classificados como perigosos (classe I) e não perigosos (classe II). Um resíduo é considerado perigoso se possuir propriedades físicas, químicas ou infectocontagiosas, com potencial risco à saúde pública e/ou ao meio ambiente, quando gerenciado de forma inadequada. Para verificação da periculosidade de um resíduo, realiza-se o teste de lixiviação,23 no qual a amostra é colocada em contato com solução ácida em um agitador rotatório de frascos e depois é filtrada, gerando um extrato lixiviado. Esse extrato é, então, analisado para verificar a concentração de elementos químicos ou substâncias químicas que passaram para a fase líquida, a qual é comparada com os limites normatizados estabelecidos pela agência reguladora por meio da NBR 10004/04.22 Os resíduos não-perigosos podem ser não-inertes (classe II-A) ou inertes (classe II-B). Os resíduos classe II-A podem ter propriedades como: biodegradabilidade, combustibilidade ou solubilidade em água, enquanto os resíduos classe II-B são aqueles que, quando submetidos ao contato dinâmico e estático com água destilada ou deionizada, em temperatura ambiente, não apresentam nenhum de seus constituintes solubilizados a concentrações superiores aos padrões de potabilidade de água, excetuando-se aspecto, cor, turbidez, dureza e sabor. A verificação do enquadramento dos resíduos na classe II-A (não inertes) ou II-B (inertes) é feita por meio do teste de solubilização.24 Para realização deste teste, a normativa determina que a amostra passe pela peneira de malha 9,5 mm; caso contrário, deve ser triturada. Contudo, a norma NBR 10006/04,24 que trata dos procedimentos para a preparação das amostras, não menciona a metodologia para o processo de trituração e possíveis contaminações. Considerando-se a definição do verbo "triturar" como a ação de "reduzir a minúsculos fragmentos, chegando a pulverizar",25 surge a dúvida se o material a ser testado pode ou deve ser moído, ação que é considerada como um tipo de trituração. Em se tratando de material sólido, a moagem é o primeiro procedimento comumente adotado quando o objetivo é a diminuição do tamanho de partículas. Esse foi o procedimento adotado pelos autores, ao estudar o uso de resíduos do beneficiamento de rochas ornamentais para a fabricação de cerâmica vermelha e os possíveis impactos ambientais que tal uso poderia causar. Porém, durante o desenvolvimento dos trabalhos, observou-se que a moagem utilizando moinho e a simples trituração manual em almofariz interfere nos resultados, podendo mudar a categoria de classe do material estudado. Não foram encontrados, na literatura, trabalhos que investigaram os efeitos da granulometria da amostra na liberação de componentes de resíduos sólidos. Buscando gerar informações que contribuam neste sentido, este trabalho foi conduzido com o objetivo de verificar a influência do método de ajuste granulométrico de amostras na concentração de elementos químicos presentes no extrato solubilizado de peças cerâmicas produzidas com argila convencional e com mistura de resíduos do beneficiamento de rochas ornamentais. Confirmando a suspeita, os resultados obtidos no presente trabalho indicaram a necessidade de maior detalhamento na descrição da faixa granulométrica que amostras de resíduos sólidos deverão apresentar para serem submetidas à classificação segundo os critérios da ABNT, uma vez que foi visto que a granulometria interfere na concentração de elementos químicos presentes no extrato solubilizado. Consequentemente, a classificação final do resíduo também será alterada.
PARTE EXPERIMENTAL Coleta de amostras As amostras de resíduos do beneficiamento de rochas ornamentais foram doadas por empresas do município de Cachoeiro de Itapemirim, ES, que se destaca na produção brasileira de rochas ornamentais. A amostragem foi realizada em locais diferentes, tanto dentro do parque de beneficiamento das empresas, quanto em aterros que armazenam resíduos, totalizando 12 amostras (R-01 a R-12). A amostra de argila foi doada por uma empresa do setor cerâmico no município de Campos dos Goytacazes, RJ, um importante produtor de cerâmica vermelha. Foi utilizado apenas um tipo de argila (AR), que constitui a matéria-prima convencional usada pela indústria cerâmica da região. Análise granulométrica As amostras de resíduo e de argila foram submetidas à análise granulométrica. Para isso, após secagem em estufa a 60 ºC, uma alíquota de 100 g de cada amostra foi tamisada em agitador elétrico com um conjunto de peneiras de aberturas: 0,250 mm (60 mesh); 0,125 mm (120 mesh); 0,088 mm (170 mesh); 0,074 mm (200 mesh) e 0,053 mm (270 mesh), além do caixilho para captar as partículas passantes na última peneira. Após o peneiramento de cada amostra, todo o conjunto de peneiras e caixilho foram lavados com água corrente e, após, com água destilada em lavadora ultrassônica. As frações foram pesadas e subtraídas do peso das peneiras para obter a porcentagem de cada fração nas amostras. Composição química e mineralógica dos resíduos e da argila A composição química dos resíduos e da argila foi obtida por meio da técnica de espectrometria de fluorescência de raios X (FRX) em um equipamento da marca Bruker, modelo S8 Tiger, com calibração automática. As amostras previamente secas foram moídas em moinho de bolas e misturadas com reagentes para confecção de pastilhas fundidas, na seguinte proporção: 1 g de amostra, 9 g de tetraborato de lítio e 1,5 g de carbonato de lítio. As misturas foram fundidas em uma máquina de fusão por 17 min sob temperatura de 1.300 ºC. A análise mineralógica das amostras foi feita por difratometria de raios X (DRX) utilizando um difratômetro da marca Rigaku, modelo MiniFlex 600-C, com tubo de cobre (CuKα, l = 1,5406 Å), operado a 40 kV e 20 mA. O ângulo 2θ inicial foi de 5º e o final de 70º, o passo empregado foi de 0,02º e a taxa de varredura igual a 10º (2θ) min-1. Preparação das peças cerâmicas para teste Os corpos de prova cerâmicos foram confeccionados na proporção de 80% de argila convencional e 20% de resíduo de rochas ornamentais. Também foram confeccionadas peças com 100% de argila pura para compor a amostra testemunha, em triplicata. Após a umidificação das misturas, feita com 10% (m/m), o material foi conformado utilizando uma prensa hidráulica da marca Teclago, modelo PCA 37. Em seguida, os corpos de prova foram submetidos à secagem em uma estufa da marca Fanem, model 520, por 24 h a 110 ºC. A sinterização foi realizada em um forno Fortelab, modelo ME 1700, sob 1.000 ºC por 1 h. A confecção de corpos de prova cerâmicos (fabricados com argila pura e com resíduo agregado) foi repetida para gerar dois lotes iguais: um deles foi preparado por moagem e o outro por trituração, para posterior realização do teste de solubilização. O primeiro lote foi preparado por meio de moagem em um moinho de panela revestida com carbeto de tungstênio da marca Contenco, modelo Pavitest, até obter granulação fina, passante em peneira de 9 mesh (2 mm). As amostras do segundo lote, de composição idêntica ao primeiro, foram trituradas em almofariz de ágata manualmente, utilizando-se um pistilo também de ágata, e os fragmentos resultantes foram passados pela peneira de 9 mesh (2 mm). Teste de solubilização O teste de solubilização foi realizado seguindo a NBR 10006/04.24 Nesse procedimento, uma alíquota de 250 g (base seca) de cada amostra previamente preparada (nesse trabalho: uma alíquota por moagem e outra por trituração) foi colocada em frasco de 1.500 mL, onde foram adicionados 1.000 mL de água ultrapura padrão Milli-Q; a mistura foi agitada em baixa velocidade, por 5 min. O frasco foi vedado com filme de PVC, foi tampado e deixado em repouso por 7 dias, a temperatura controlada de até 25 ºC. A solução sobrenadante foi filtrada em aparelho de filtração com membrana filtrante de porosidade 0,45 µm. O líquido obtido após a filtração é o extrato solubilizado. Uma alíquota do extrato solubilizado foi armazenada em frasco de polietileno previamente limpo e acidificada com ácido nítrico (HNO3) até atingir pH inferior a 2. Para cada rodada de ensaios, foram preparados brancos analíticos compostos por água ultrapura padrão Milli-Q, que passaram por todos os procedimentos aplicados às amostras estudadas. Análise do extrato solubilizado A concentração de metais no extrato solubilizado das cerâmicas CAM, CAT, CRM e CRT foi analisada por espectrometria de emissão óptica por plasma indutivamente acoplado (ICP OES) em um instrumento da marca Thermo Scientific, modelo ICAP6300 Duo, com potência de radiofrequência de 1.150 W, câmara de nebulização ciclônica, fluxo de gás de 0,50 L min-1, realizando-se 3 repetições de leitura para cada elemento. Os dados foram utilizados para caracterizar as amostras como inertes ou não-inertes, conforme a NBR 10004/04.22 Foram analisadas as concentrações de Al, Ag, As, Ba, Cd, Cr, Cu, Fe, Mn, Pb, Se e Zn. As concentrações dos elementos nos brancos analíticos ficaram sempre abaixo do limite de detecção do equipamento ou em níveis aceitáveis dentro da proposta desse trabalho e dos resultados obtidos.
RESULTADOS E DISCUSSÃO Na Figura 1 são apresentadas as porcentagens das frações granulométricas da argila e dos resíduos de beneficiamento de rochas ornamentais utilizados para confeccionar as peças cerâmicas. A argila utilizada, que é uma matéria-prima comumente consumida pela indústria cerâmica na região de Campos dos Goytacazes, RJ, possui granulação muito fina, com 84% dos grãos menores do que 0,053 mm. Embora os resíduos estudados não sejam compostos por argilominerais, mas por fragmentos de rochas silicáticas moídas durante o processo de beneficiamento, sua distribuição granulométrica é semelhante à da argila, com cerca de 82% dos grãos menores do que 0,053 mm, ou seja, grãos passantes em peneira de 270 mesh.
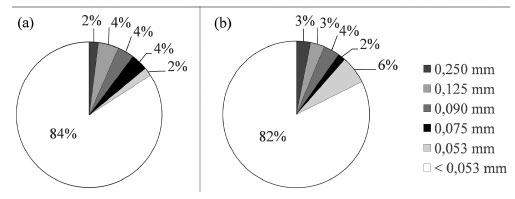 Figura 1. Frações granulométricas das partículas que constituem (a) a argila e (b) os resíduos de beneficiamento de rochas ornamentais, ambos utilizados como matéria-prima para fabricação dos corpos de prova cerâmicos
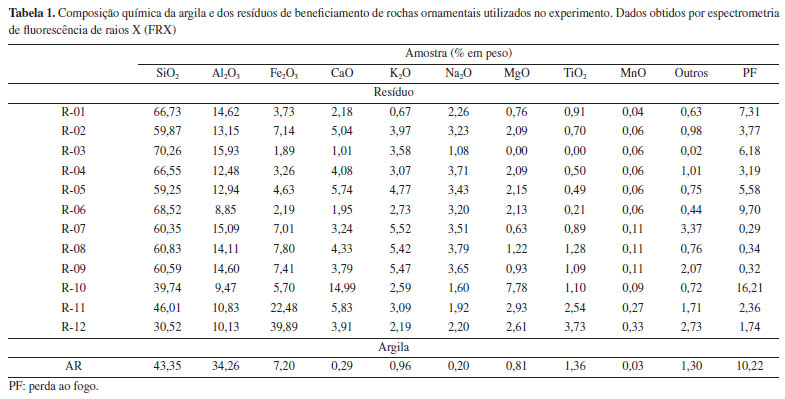
Na composição química da argila e dos resíduos predominam SiO2, Al2O3 e Fe2O3 (Tabela 1). Em algumas amostras de resíduo, o CaO é o terceiro elemento mais abundante. A presença de K2O, CaO, MgO e Na2O é importante para a produção de cerâmica, pois esses elementos são considerados fundentes.26-28 Os óxidos de ferro e titânio são responsáveis pela coloração avermelhada das cerâmicas após o processo de sinterização, portanto, a maior presença desses compostos pode contribuir para uma coloração mais forte.28,29
A Figura 2 mostra o difratograma da argila, restringindo a escala de 2q de 10 a 70º, que corresponde à região em que aparecem picos para indexação. Foram identificadas as fases cristalinas de silicatos e aluminosilicatos hidratados como kaolinita, tosudite, e muscovita, além do quartzo, que são característicos de argilas do tipo cauliníticas. Existe um insignificante halo entre 10 e 40º que pode indicar a possibilidade de material amorfo na argila.
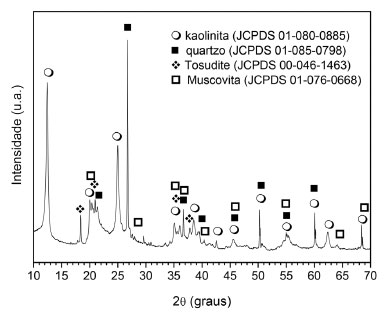 Figura 2. Difratograma da argila utilizada na fabricação dos corpos de prova cerâmicos:  kaolinita Al2(Si2O5)(OH)4 (JCPDS 01-080-0885); kaolinita Al2(Si2O5)(OH)4 (JCPDS 01-080-0885);  quartzo SiO2 (JCPDS 01-085-0798); quartzo SiO2 (JCPDS 01-085-0798);  tosudite (K, Ca)0.8Al6(Si, Al)8O20(OH)104H2O (JCPDS 00-046-1463); tosudite (K, Ca)0.8Al6(Si, Al)8O20(OH)104H2O (JCPDS 00-046-1463);  muscovita K2(Al3.74Fe0.26)(Si6Al2O20)(OH)4 (JCPDS 01-076-0668) muscovita K2(Al3.74Fe0.26)(Si6Al2O20)(OH)4 (JCPDS 01-076-0668)
A caulinita, gerada principalmente pela alteração do plagioclásio em pegmatitos,30 confere alta plasticidade à massa cerâmica.31 Essa argila, proveniente de Campos dos Goytacazes, RJ, foi estudada em trabalho anterior,32 que identificou também haloisita (do grupo da caulinita) e hidróxidos de Fe e Al. Ela foi testada, com resultados positivos, para fabricação de cerâmica com resíduos semelhantes aos aqui estudados.33 O uso de materiais semelhantes também já foi testado e aprovado como agregado para fabricação de cerâmica,34,35 pisos vitrificados36 e outros tipos de material de construção.6,37,38 Nos difratogramas de raios X dos resíduos estão mostrados no intervalo de 2q de 10 a 40º para maior ampliação da região em que apresentam picos representativos (Figura 3). As fases minerais são típicas de rochas silicáticas, como quartzo, ortoclásio, albita, caulinita, muscovita e enstatita. Não foi observado halo que caracterize material amorfo no resíduo, e nem picos de fases cristalinas de ferro ou óxido de ferro correspondente à granalha. Isto indica que o teor de ferro presente na análise química é correspondente ao constituinte da rocha, como muscovita, ou a(s) respectiva(s) fase(s) cristalina(s) são menores que 3%, valor abaixo do limite de detecção do DRX. Além disso, é importante destacar que, embora a presença dos elementos Mg, Ti e Mn tenha sido acusada nas análises químicas feitas por FRX, nenhuma fase contendo tais elementos foi identificada nos difratogramas da argila e das amostras de resíduos (Figuras 2 e 3). Isso provavelmente ocorreu em função do baixo teor destes elementos, o que reflete o baixo teor das respectivas fases que os contém.
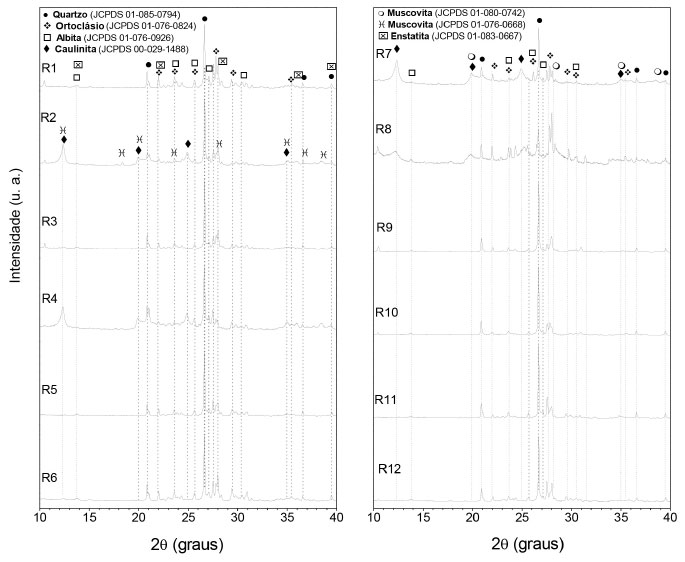 Figura 3. Difratogramas das amostras de resíduos finos do beneficiamento de rochas ornamentais utilizados como agregados na massa cerâmica testada nesse trabalho: • quartzo SiO2 (JCPDS 01-085-0794); ortoclásio (K0.931Na0.055Ca0.009Ba0.005)(Al0.97Si3.03O8) (JCPDS 01-076-0824);  albita (Na0.75Ca0.25)(Al1.26Si2.74O8) (JCPDS 01-076-0926); albita (Na0.75Ca0.25)(Al1.26Si2.74O8) (JCPDS 01-076-0926);  caulinita Al2Si2O5(OH)4(JCPDS 00-029-1488); muscovita K2(Al3.74Fe0.26)(Si6Al2O20)(OH)4 (JCPDS 01-076-0668); caulinita Al2Si2O5(OH)4(JCPDS 00-029-1488); muscovita K2(Al3.74Fe0.26)(Si6Al2O20)(OH)4 (JCPDS 01-076-0668);  muscovita (K0.82Na0.18)(Fe0.03Al1.97)(AlSi3)O10(OH)2 (JCPDS 01-080-0742); muscovita (K0.82Na0.18)(Fe0.03Al1.97)(AlSi3)O10(OH)2 (JCPDS 01-080-0742);  enstatita Fe0.498Mg1.502O6Si2 (JCPDS 01-083-0667) enstatita Fe0.498Mg1.502O6Si2 (JCPDS 01-083-0667)
Foram medidas as concentrações de Al, Ag, As, Ba, Cd, Cr, Cu, Fe, Mn, Na, Pb, Se e Zn nos extratos solubilizados dos corpos cerâmicos feitos com argila pura, moídos (CAM) e triturados (CAT), e de argila com 20% de resíduos de rochas ornamentais, moídos (CRM) e triturados (CRT). Os elementos Ag, As, Cd, Cu, Na, Pb, Se e Zn ficaram abaixo do LOQ (Tabela 2) em todas as amostras analisadas. Dentre os elementos que aparecem em concentrações mensuráveis no extrato solubilizado, Al, Fe, Cr, Mn e Ba (Tabelas 3 e 4) constam na normativa da ABNT, a NBR 10004/0424 com valores máximos permitidos (VMPs) para que um resíduo seja considerado inerte.

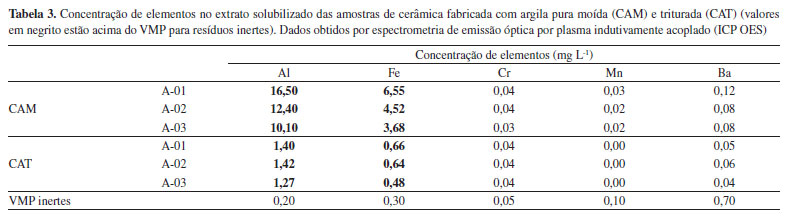
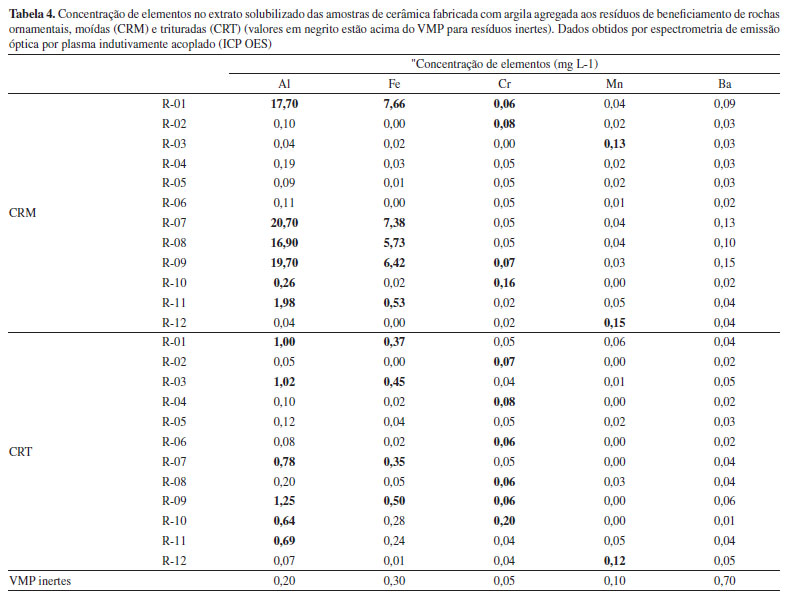
Todos os conjuntos amostrais mostraram concentrações de Al e Fe acima dos VMPs estipulados pela NBR 10004/04 para resíduos inertes (Tabelas 3 e 4). Entretanto, as concentrações desses elementos medidas no extrato solubilizado das peças cerâmicas trituradas (tanto as fabricadas com argila pura - CAT, quanto com resíduo - CRT) foram consideravelmente menores do que no extrato das peças cerâmicas moídas (tanto CAM, quanto CRM). No caso da cerâmica com resíduo, a variância dos teores dentro de cada conjunto amostral é maior do que na cerâmica convencional, o que ocorre em função da grande variabilidade composicional das rochas ornamentais.39 Os altos teores de Al e Fe provém das matérias-primas utilizadas, conforme mostra a Tabela 2, na qual Al e Fe são os elementos mais abundantes após o Si. A caulinita, que é o principal componente mineral da argila (Figura 2), e os feldspatos das rochas ornamentais silicáticas (Figura 3) podem ser as fontes do Al presente nos extratos solubilizados, enquanto os teores mais elevados de Fe nos resíduos de rochas ornamentais podem ser oriundos da muscovita e/ou da granalha e lâminas de aço usadas para serrar os blocos rochosos.39 A argila também pode fornecer Fe para o extrato solubilizado, conforme observado anteriormente em materiais similares aos aqui testados.33 Os teores de Cr, Mn e Ba nos extratos da cerâmica feita com argila pura (tanto CAM, quanto CRM) ficaram abaixo dos VMPs, mas os valores foram mais elevados no caso das amostras moídas. Salienta-se que o Mn ficou sempre abaixo do LOQ nas amostras trituradas. Já no caso das cerâmicas feitas com argila e resíduo (CRM e CRT), embora os teores de Ba também tenham se mantido abaixo do VMP, os teores de Cr e Mn ultrapassaram os limites em algumas amostras. O comportamento do Cr nesse grupo amostral diferiu dos demais, pois valores mais elevados foram mais comuns nas amostras trituradas (CRT), o que não pode ser explicado com os dados obtidos nesse experimento. Com exceção do Mn, os constituintes menores, como Cr e Ba, que ocorreram em concentrações mensuráveis no extrato solubilizado, não fazem parte da constituição principal da matéria-prima utilizada para fabricação da cerâmica; são elementos traços não detectáveis pela técnica de FRX (Tabela 1). Esses constituintes podem ser fornecidos pelos insumos utilizados no beneficiamento das rochas ornamentais, como granalha e lâminas de aço.39 Os dados aqui apresentados mostram que os resíduos gerados a partir do descarte dos materiais cerâmicos, tanto o convencional quanto o fabricado com 20% de resíduos do beneficiamento de rochas ornamentais, são não-inertes conforme o sistema de classificação de resíduos da ABNT. Isso se deve à liberação de, principalmente, Al e Fe no extrato solubilizado das peças cerâmicas. Em algumas amostras, nas quais foram acrescentados resíduos de rochas ornamentais, Cr e Mn também tornaram a cerâmica não-inerte. Outros trabalhos que realizaram estudos de classificação de materiais semelhantes aos aqui estudados, tanto da argila quanto dos efluentes de beneficiamento de rochas ornamentais, obtiveram resultados diferentes com relação à solubilização de elementos.3,33,40 Nenhum dos trabalhos consultados explicitam em detalhe qual foi o procedimento empregado na diminuição do tamanho das partículas para o teste de solubilização. Embora possam ocorrer variações composicionais intrínsecas às matérias-primas utilizadas,39 os dados apresentados neste trabalho mostram que o procedimento de moagem ou trituração das amostras pode alterar significativamente os teores de metais no extrato solubilizado. A concentração de metais nos extratos solubilizados obtidos a partir das peças moídas em moinho foi até vinte vezes maior do que no caso das peças trituradas em almofariz de ágata. Isso provavelmente ocorre em função do aumento da área superficial das partículas provocado pela moagem,41 favorecendo, assim, a interação entre a fase sólida e a água, o que pode resultar em uma maior liberação de elementos para o meio líquido. Descarta-se a possibilidade de contaminação durante o preparo das amostras, visto que a panela e discos do moinho são revestidos por carbeto de tungstênio e foi utilizada água ultrapura padrão Milli-Q no teste de solubilização.
CONCLUSÕES As características composicionais da argila convencional utilizada para fabricação de cerâmica vermelha são semelhantes às dos resíduos finos provenientes do beneficiamento de rochas ornamentais. Do ponto de vista ambiental, produtos cerâmicos produzidos com argilas convencionais, ao serem descartados, constituirão resíduos não-inertes, conforme os critérios de classificação da ABNT, assim como as cerâmicas produzidas com resíduos agregados à matéria-prima convencional. Contudo, os teores de metais liberados no extrato solubilizado podem variar conforme a preparação das amostras para realização do teste de solubilização. Este trabalho mostrou que a liberação de elementos pode ser até vinte vezes maior se o resíduo sólido for moído em moinho e não apenas triturado em almofariz. Logo, o procedimento de ajuste granulométrico de amostras de resíduos sólidos para fins de classificação, recomendado pela norma técnica – NBR 10.006/04, deve deixar claro que a trituração deve ser feita de forma manual, sem moagem mecanizada, pois ficando livre a escolha pelo método de ajuste granulométrico, diferentes classificações poderão ser atribuídas a um mesmo resíduo.
AGRADECIMENTOS Os autores agradecem à Fundação de Amparo à Pesquisa e Inovação no Espírito Santo - FAPES (FUNCITEC/MCI - Resolução 233/2018, processo 84322853) pelo financiamento do projeto de pesquisa ao qual este trabalho esteve vinculado.
REFERÊNCIAS 1. Associação Brasileira da Indústria de Rochas Ornamentais. Balanço das Exportações e Importações Brasileiras de Rochas Ornamentais (ABIROCHAS), https://abirochas.com.br/wp-content/uploads/2022/01/Informe-05_2023-Balanco-2022.pdf, acessado em Janeiro 2024. 2. Acchar, A. W.; Vieira, B. F. A.; Hotza, C. D.; Mater. Sci. Eng., Proc. Conf. 2006, 419, 306. [Crossref] 3. Braga, F. S.; Buzzi, D. C.; Couto, M. C. L.; Lange, L. C.; Eng. Sanit. Ambiental 2010, 15, 237. [Crossref] 4. Neves, M. A.; Prado, A. C. A.; Marques, R. A.; Fonseca, A. B.; Machado, M. E. S.; Geociências 2021, 40, 123. [Crossref] 5. Secretaria do Meio Ambiente e Recursos Hídricos, Instituto Estadual de Meio Ambiente e Recursos Hídricos; Instrução Normativa nº 11, de 11 de outubro de 2016, Dispõe sobre Critérios e Procedimentos Técnicos para Licenciamento da Atividade de Disposição de Lama do Beneficiamento de Rochas Ornamentais; Vitória: SEAMA/IEMA, 2016. [Link] acessado em Janeiro 2024 6. Almada, B. S.; Melo, L. S.; Silva, G. J. B.; Santos, W. J.; Aguilar, M. T. P.; Constr. Build. Mater. 2023, 395, 132353. [Crossref] 7. Moreira, B. C.; Neves, M. A.; Pinheiro, M. M.; Nascimento, W. A. R.; Barbosa, J. L. B.; Horn, A. H.; Geociências 2021, 40, 525. [Crossref] 8. Rodrigues, D. V.; Xavier, G. C.; Saboya, F.; Maia, P. C. A.; Alexandre, J.; Cerâmica 2012, 58, 286. [Crossref] 9. Saboya Júnior, F.; Xavier, G. C.; Alexandre, J.; Constr. Build. Mater. 2007, 21, 1950. [Crossref] 10. Mohamed Soltan, A. M.; Pöhler, K.; Fuchs, F.; El-Raoof, F. A.; El-Kaliouby B. A. H.; Koenig, A.; Pöllmann, H.; Ceram. Int. 2016, 42, 16685. [Crossref] 11. Taguchi, S. P.; Santos, J. C.; Gomes, T. M.; Cunha, N. A.; Cerâmica 2014, 60, 291. [Crossref] 12. Sultana, S.; Ahmed, A. N.; Zaman, M. N.; Rahman, A.; Biswas, P. K.; Nandy, P. K.; Journal of Asian Ceramic Societies 2015, 3, 22. [Crossref] 13. Silva, K. R.; Campos, L. F. A.; Santana, L. N.; Mater. Res. 2019, 22, 1. [Crossref] 14. Torres, P.; Fernandes, H. R.; Olhero, S.; Ferreira, J. M. F.; J. Eur. Ceram. Soc. 2009, 29, 23. [Crossref] 15. Prado, A. C. A.; Feitosa, R. L. M.; Neves, M. A.; Taguchi, S. P.; Cerâmica 2023, 69, 23. [Crossref] 16. Azevedo, A. R. G.; Marvila, M. T.; Barroso, L. S.; Zanelato, E. B.; Alexandre, J.; Xavier, G. C.; Monteiro, S. N.; Materials 2019, 12, 1449. [Crossref] 17. Choudhary, J.; Kumar, B.; Gupta, A.; Constr. Build. Mater. 2020, 239, 117781. [Crossref] 18. Zulcão, R.; Calmon, J. L.; Rebello, T. A. R.; Vieira, D. R.; Constr. Build. Mater. 2020, 257, 119523. [Crossref] 19. Raymundo, V.; Neves, M. A.; Cardoso, M. S. N.; Bregonci, I. S.; Lima, J. S. S.; Fonseca, A. B.; Revista Brasileira de Engenharia Agrícola e Ambiental 2013, 17, 47. [Crossref] 20. Tozsin, G.; Oztas, T.; Arol, A. I.; Kalkan, E.; Chemosphere 2015, 138, 664. [Crossref] 21. Theodoro, S. H.; Medeiros, F. P.; Ianniruberto, M.; Jacobson, T. K. B.; J. South Am. Earth Sci. 2021, 107, 103014. [Crossref] 22. Associação Brasileira de Normas Técnicas (ABNT); NB-10004: Resíduos Sólidos - Classificação; ABNT: Rio de Janeiro, 2004. [Link] acessado em Janeiro 2024 23. Associação Brasileira de Normas Técnicas (ABNT); NB-10005: Procedimento para Obtenção de Extrato Lixiviado de Resíduos Sólidos; ABNT: Rio de Janeiro, 2004. [Link] acessado em Janeiro 2024 24. Associação Brasileira de Normas Técnicas (ABNT); NB-10006: Procedimento para Obtenção de Extrato Solubilizado de Resíduos Sólidos; ABNT: Rio de Janeiro, 2004. [Link] acessado em Janeiro 2024 25. Dicionário Brasileiro da Língua Portuguesa, https://michaelis.uol.com.br/moderno-portugues/busca/portugues-brasileiro/triturar/, acessado em Janeiro 2024. 26. Baucia Júnior, J. A.; Koshimizu, L.; Gibertoni, C.; Morelli, M. R.; Cerâmica 2010, 56, 262. [Crossref] 27. Salem, A.; Jazayeri, S. H.; Rastelli, E.; Timellini, G.; J. Mater. Process. Technol. 2009, 209, 1240. [Crossref] 28. Segadães, A. M.; Adv. Appl. Ceram. 2006, 105, 46. [Crossref] 29. Locks, M.; Arcaro, S.; Bergmann, C. P.; Ribeiro, M. J.; Raupp-Pereira, F.; Montedo, O. R. K.; Materials 2021, 14, 3990. [Crossref] 30. Salgado-Campos, V. M. J.; Bertolino, L. C.; Silva, F. J.; Mendes, J. C.; Cerâmica 2020, 66, 483. [Crossref] 31. Vieira, C. M. F.; Pinheiro, R. M.; Cerâmica 2011, 57, 319. [Crossref] 32. Vieira, C. M. F.; Terrones, L. A.; Sánchez, R.; Monteiro, S. N.; Cerâmica 2007, 53, 249. [Crossref] 33. Xavier, G. C.; Azevedo, A. R. G.; Alexandre, J.; Monteiro, S. N.; Pedroti, L. G.; J. Mater. Civ. Eng. 2019, 31, 2. [Crossref] 34. Vieira, C. M. F.; Soares, T. M.; Sánchez, R.; Monteiro, S. N.; Mater. Sci. Eng. 2004, 373, 115. [Crossref] 35. Gadioli, M. C. B.; Aguiar, M. C.; Vidal, F. W. H.; Sant'ana, M. A. K.; Almeida, K. M.; Giori, A. J. N.; Materials 2022, 15, 5635. [Crossref] 36. Souza, A. J.; Pinheiro, B. C. A.; Holanda, J. N. F.; J. Environ. Manage. 2010, 91, 685. [Crossref] 37. Zulcão, R.; Calmon, J. L.; Rebello, T. A.; Vieira, D. R.; Constr. Build. Mater. 2020, 257, 119523. [Crossref] 38. Menezes, R. R.; Farias Filho, J.; Ferreira, H. S.; Neves, G. A.; Ferreira, H. C.; Cerâmica 2009, 55, 335. [Crossref] 39. Neves, M. A.; Prado, A. C. A.; Marques, R. A.; Fonseca, A. B.; Machado, M. E.; Geociências 2021, 40, 123. [Crossref] 40. Delgado, J.; Vázquez, A.; Juncosa, R.; Barrientos, V.; J. Geochem. Explor. 2006, 88, 24. [Crossref] 41. Wu, Y.; Xu, Y.; Li, S.; Zhong, L.; Wang, J.; Chen, Y.; Ceram. Int. 2022, 48, 21951. [Crossref] |

On-line version ISSN 1678-7064 Printed version ISSN 0100-4042
Qu�mica Nova
Publica��es da Sociedade Brasileira de Qu�mica
Caixa Postal: 26037
05513-970 S�o Paulo - SP
Tel/Fax: +55.11.3032.2299/+55.11.3814.3602
Free access