
 |
 |
 |
 |
 |
Artigo
|
|
| Esterificação e transesterificação homogênea de óleos vegetais contendo alto teor de ácidos graxos livres Homogeneous esterification and transesterification of vegetable oils with high free fatty acids content |
|
José Sebastião C. VieiraI,II,*; Taís L. SousaII; Luzilene S. RosasII; Ana L. LimaIII; Célia M. RonconiIV; Cláudio J. A. MotaI,III,V
IEscola de Química, Universidade Federal do Rio de Janeiro, Bloco E, 21941-909 Rio de Janeiro - RJ, Brasil Recebido em 17/04/2017 *e-mail: sebastiaocidreira@ifma.edu.br The high free fatty acids content in some vegetable oils can have a negative impact in the sustainable production of biodiesel. The previous treatment of these feedstock oils can contribute to the reduction of the process total costs as well as the environment, turning the biodiesel a more competitive in relation to the fossil diesel. The aim of this work was to adequate low cost vegetable oils to the production of biodiesel by homogeneous catalysis. The feedstock was evaluated by its acidity, by its free fatty acids content, by its saponification index and its specific mass. The Biodiesel produced was characterized by high performance liquid chromatography. The results showed significant free fatty acids and humidity content, which are the main factors in the raising of the production costs. The results also showed that the esterification of the vegetable oils reduced its acidity in about 99%. The transesterification of the Brazilian nut oil previously esterified yields about 98% of biodiesel. Even though the biodiesel processing presents an alternative to the energetic self-sufficiency of Brazil, there are many challenges in the adequacy of these high acidity oils and fats for its production. INTRODUÇÃO O crescente aumento dos preços do petróleo, a possível diminuição das suas reservas mundiais ao longo das próximas décadas e os problemas ambientais de aquecimento global, causado pela emissão de gás carbônico proveniente da queima de combustíveis fósseis, têm aumentado a atratividade por fontes renováveis de energia. Entre essas fontes, uma com potencial para reduzir e/ou eliminar a dependência dos derivados de petróleo é o biodiesel.1 O biodiesel é um combustível de queima limpa, originário de fontes naturais e renováveis como óleo vegetal, gordura animal e óleo comestível saturado gerado na cocção e fritura de alimentos. Ele possui propriedades como isenção de enxofre, maior ponto de fulgor, menor emissão de partículas de hidrocarbonetos, monóxido e dióxido de carbono, tem caráter atóxico e biodegradável que se sobrepõe em relação às propriedades dos derivados do petróleo.2,3 O método de obtenção de biodiesel mais utilizado na atualidade é o de transesterificação homogênea, no qual ocorre a interação entre os triacilglicerídeos (TAG) presentes nos óleos vegetais e/ou nas gorduras animais com um álcool de cadeia curta na presença de um catalisador de caráter básico para gerar biodiesel e glicerol. Como a reação de transesterificação é reversível, o álcool, em geral, é adicionado em excesso para deslocar o equilíbrio para direção dos produtos e garantir maior rendimento. O álcool em excesso é retirado por destilação e pode ser reutilizado após ser desidratado.4-7 Na rota reacional por transesterificação homogênea alcalina, o catalisador é uma base forte de Brönsted (receptor de prótons). Nesse interim, ocorre inicialmente a reação entre o álcool e a base, originando o alcóxido (R-O-) correspondente e água. Por sua vez, o alcóxido reage com o carbono da carbonila do acilglicerídeo por intermédio de uma substituição nucleofílica, formando um intermediário tertraedrico que se rearranja para formar um monoéster e um novo acilglicerídeo.4 A transesterificação por catálise homogênea básica requer a utilização de matérias-primas oleosas com elevada pureza que, por sua vez, elevam o custo do processo entravando a produção sustentável de biodiesel.4 O elevado teor de ácidos graxos livres (AGL) contidos em determinados óleos vegetais pode influenciar quantitativa e qualitativamente no processamento de biodiesel. Matérias-primas contendo acidez maior que 0,5% de AGL e umidade maior que 0,25% de H2O não são adequadas para a reação de transesterificação tradicional. Em geral, uma esterificação prévia é necessária, de forma a diminuir a concentração de ácidos graxos livres e permitir a posterior transesterificação básica da matéria-prima.8,9 Os AGL reagem com a água na presença do catalisador alcalino, formando sais de ácidos graxos que dificultam a separação, lavagem e purificação do biodiesel. No final da rota reacional por transesterificação homogênea básica obtém-se duas fases distintas, uma menos densa contendo os monoésteres e uma fase mais densa contendo o glicerol. Estas fases são separadas por centrifugação ou decantação. A fase menos densa é lavada com solução aquosa de H2SO4 a 0,1 mol L-1, visando a quebra das moléculas de carboxilatos de metais alcalinos, gerando sais de sulfato, seguida de lavagem aquosa a quente até tornar o biodiesel límpido. Para sanar as limitações da transesterificação básica homogênea, poder-se-ia produzir biodiesel por catálise homogênea ácida utilizando um ácido forte de Brönsted (doador de prótons), no entanto essa rota reacional é menos lenta em comparação à rota básica, diminui o rendimento de biodiesel, além de causar corrosão dos equipamentos.4,8,9 A adequação de matérias-primas oleaginosas de baixa qualidade, ou seja, contendo elevado índice de acidez e elevado teor de água na obtenção sustentável de biodiesel, é de fundamental importância. Estes insumos energéticos, se tratados adequadamente, podem contribuir de forma positiva para a preservação ambiental e redução do custo do processo reacional de transesterificação, tornando o biodiesel mais competitivo em comparação ao diesel de petróleo. O custo final da produção de biodiesel pode ser reduzido com a inclusão de matérias-primas de baixo custo-benefício. O grande desafio é implantar e implementar tecnologias capazes de viabilizar o processamento do biodiesel a partir de matérias-primas de baixo valor agregado para a obtenção de biocombustíveis.2,3,10 A escolha da matéria-prima é um dos principais pontos para a produção de biodiesel e alguns fatores devem ser levados em consideração, como o valor comercial relativo ao valor agregado de alguns tipos de óleo, podendo impactar nos preços finais do processo, na maior disponibilidade e menor custo da matéria-prima, na produção de biodiesel a partir de matérias-primas de cunho não alimentar e de baixo custo de produção. O Brasil é líder na exportação de sementes oleaginosas e ocupa a segunda posição entre os maiores produtores do mundo, em termos de variedades é o maior produtor mundial de óleos vegetais. Cada região brasileira se destaca por uma cultura de oleaginosa diferente e coloca nosso país na vanguarda do uso de combustíveis renováveis do planeta.5 Este trabalho teve por objetivo caracterizar, esterificar óleos vegetais com elevada acidez graxa, através da catálise homogênea ácida, para adequá-los à produção de biodiesel por catálise homogênea básica, visando diminuir os custos do processo e tornar o biodiesel mais competitivo em relação aos derivados do petróleo.
PARTE EXPERIMENTAL Matérias-primas As matérias-primas utilizadas neste trabalho foram coletadas na região meio-norte do país (norte/nordeste), especificamente nos estados do Maranhão e do Pará. Os óleos vegetais apresentaram-se nos estados natural (bruto ou in natura) e refinado (tratado), respectivamente. Os seguintes óleos foram estudados: castanha-do-pará (Bertholletia excelsa), babaçu (Orbignya speciosa), pequi (Caryocar brasiliensis), palma (Elaeis guineenses) e macaúba (Acrocomia aculeata). As matérias-primas refinadas (óleos de castanha-do-pará e de palma) foram doadas pela Agropalma S.A., já os óleos in natura de polpa de macaúba, pequi e babaçu foram adquiridos em comunidades de agricultores familiares. A extração dos óleos brutos foi realizada por método rudimentar através do esmagamento e cocção das sementes. O cozimento destes materiais diminui o rendimento do óleo em função do elevado teor de água utilizado e seu armazenamento prolongado pode contribuir para a elevação da acidez graxa. Os óleos foram acondicionados em frascos devidamente lacrados e transportados para o Laboratório de Reatividade de Hidrocarbonetos, Biomassa e Catálise da Universidade Federal do Rio de Janeiro (LARHCO-UFRJ), onde permaneceram isentos de luz, armazenados em armários de aço durante seis meses correspondentes ao tempo de estudo dos mesmos. Caracterização físico-química das matérias-primas Inicialmente, as matérias-primas foram caracterizadas físico-quimicamente em termos de índice de acidez (IA), teor de ácidos graxos livres (% A.O.), teor de umidade (% H2O), índice de saponificação (Is) e densidade (D), conforme recomendam Tecbio,11 Instituto Adolfo Lutz12 e Moretto e Fett.13 Durante a caracterização físico-química, as matérias-primas em análise foram divididas em três amostras bem representativas. Para cada parâmetro de qualidade foram realizados ensaios em triplicata, perfazendo um total de 216 ensaios. Determinação do índice de acidez O índice de acidez foi determinado pelo método de titulometria de neutralização. Foram pesados num erlenmeyer de 250 mL aproximadamente 2,0 g da amostra e adicionados 25 mL de álcool neutralizado [etanol (Vetec, 95%) + éter etílico (Vetec, 99,5%) na proporção 1:2], além de 3-5 gotas de solução alcoólica a 0,2% do indicador fenolftaleína (Aldrich, 99%). A mistura foi titulada com solução padronizada de NaOH (Vetec, 99%) a 0,1 mol L-1 até o ponto de viragem de incolor para róseo. A solução titulante de NaOH foi padronizada com o padrão primário biftalato de potássio (C8H5KO4), conforme recomendam Tecbio11 e Instituto Adolfo Lutz.12 Determinação do teor de ácidos graxos livres A determinação do teor de ácidos graxos livres (AGL) foi realizada analogamente à determinação do índice de acidez, entretanto, foi expresso em percentagem de ácido oleico conforme recomendam Tecbio11 e Moretto e Fett.13 Determinação do teor de umidade A determinação da umidade é um dos parâmetros legais para a avaliação da qualidade, estabilidade e composição de óleos e gorduras. A presença de água dificulta sua estocagem, embalagem e processamento. Embora aparentemente seja um método simples, torna-se complicado em face da exatidão e precisão dos resultados. A umidade determinada por perda de dessecação (secagem) é o método mais utilizado para determinação de resíduo seco. Este método consiste na perda de massa da amostra quando esta é aquecida em estufa a 105 ºC e a água contida no óleo é removida. Nessas condições outros componentes voláteis são removidos juntamente com a água. É comum utilizar-se a matéria seca para indicar o teor de umidade contido numa determinada amostra de óleo. A determinação do teor de umidade consistiu na diferença entre a massa da amostra úmida e a massa da amostra seca após ser submetida à secagem em estufa por um período de 2 h a 105 ± 5 ºC.11-14 Determinação do índice de saponificação O índice de saponificação é definido como o número de miligramas de hidróxido de potássio necessário para neutralizar os ácidos graxos resultantes da hidrólise de um grama da amostra. Este parâmetro foi determinado pelo método de Koesttstafer e consistiu em aquecer uma mistura contendo 2 g da amostra e 25 mL de solução alcoólica de KOH (Vetec, 85%) a 4% com um refrigerante de refluxo durante trinta minutos à temperatura moderada, seguido de titulação com solução de ácido clorídrico (Aldrich-Sigma, 37%) a 0,5 mol L-1 padronizada a partir da solução previamente padronizada de NaOH com biftalato de potássio, utilizada na determinação do índice de acidez. Inicialmente, foi realizado um ensaio com amostra em branco.13 Determinação da densidade A determinação da densidade foi realizada pelo método de picnometria. Numa análise típica, um picnômetro de capacidade 5 mL foi pesado seco (m1). Em seguida adicionou-se o óleo vegetal até atingir sua capacidade máxima. O sistema foi pesado (m2) novamente e por diferença de massa (m2-m1) determinou-se a massa do óleo. Esterificação de óleos vegetais com elevado teor de ácidos graxos livres Para se reduzir os ácidos graxos livres contidos nos óleos vegetais estudados, realizou-se a esterificação dos mesmos conforme recomendam Raspe et al.,15 e Oliveira.16 A rota reacional de esterificação do óleo contendo alto teor de acidez consistiu na razão molar de óleo-metanol na proporção de 1:6 (um para seis), temperatura de 70 ºC, concentração de catalisador na faixa de 2,0% em relação à massa-base de óleo e tempo de residência reacional de 3 h. Num experimento típico, foram adicionados num balão de fundo redondo 2,5 g (0,009 mol) do óleo vegetal, 2,0 mL (0,054 mol) de metanol e 0,2 mL de H2SO4 (Vetec, 98%) concentrado. O sistema montado sob um refrigerante de refluxo permaneceu em agitação durante 3 h a 70 ºC. Posteriormente, a mistura reacional foi adicionada a um funil de decantação, onde permaneceu em repouso por 4 h para separação de fases. Durante a separação, a fase aquosa foi descartada, o óleo foi purificado com água fervente para remoção de impurezas indesejadas. Finalmente, o produto obtido foi desumidificado em estufa por 24 h a 80 ºC e disponibilizado para a caracterização e transesterificação homogênea básica. Transesterificação do óleo esterificado A rota reacional para processamento do biodiesel a partir do óleo vegetal esterificado consistiu na adição de 73,0 g (0,26 mol) de óleo de castanha-do-pará; 62,8 mL (1,56 mol) do agente transesterificante, metanol (MeOH); razão molar entre óleo-MeOH de 1:6 (um para seis); 0,8% (0,6 g) de catalisador (NaOH) em relação à massa-base de óleo esterificado; temperatura na faixa de 55 ± 5 ºC e tempo reacional de 90 minutos. O óleo esterificado foi aquecido num balão de fundo redondo de capacidade 250 mL, acoplado a ele um sistema de refluxo. Em seguida adicionou-se vagarosamente o catalisador dissolvido no metanol, mantendo-se o sistema em agitação durante 90 minutos. A mistura reacional foi transferida para um funil de decantação e permaneceu em repouso durante 4 horas para separação de fases. A fase mais densa contendo o glicerol (glicerina) foi descartada e o éster metílico (biodiesel, fase menos densa) obtido foi lavado com solução acidulada de H2SO4 a 0,1 mol L-1 para arrastar contaminantes indesejáveis (sais alcalinos de ácidos graxos, partículas sedimentáveis, metanol em excesso, traços de glicerol etc.), seguida de sucessivas lavagens com água fervente até que o biodiesel se tornasse límpido. Posteriormente, realizou-se a desumidificação a 110 ºC durante 120 min. O biodiesel obtido foi filtrado numa coluna contendo camadas alternadas de adsorventes naturais à base de sílica (SiO2) e argilominerais clarificantes de granulometria abaixo de 100 mm (cujas propriedades estão em fase de elucidação pelos autores deste trabalho) para eliminação de materiais sedimentáveis e submetido à secagem em estufa a 80 ºC durante 24 horas para eliminação de água residual. Finalmente, o biodiesel, com aspecto límpido, foi disponibilizado para análise por Cromatografia Líquida de Alta Eficiência (CLAE) e de acordo com os parâmetros de qualidade exigidos pela Resolução 045/2014 da ANP (Agência Nacional de Petróleo, Gás Natural e Biodiesel).17 Análise cromatográfica líquida de alta eficiência do biodiesel O biodiesel obtido por transesterificação homogênea básica a partir do óleo esterificado de castanha-do-pará foi caracterizado por CLAE (Cromatografia Líquida de Alta Eficiência). As análises foram realizadas em uma coluna Agilent Eclipse XDB (Extra Dense Bonding) de 250 mm de comprimento por 4,6 mm de diâmetro interno, com fase estacionária C18 (octadecilsílica) de 5 µm de tamanho de partícula com 100 Å de diâmetro de poro. Uma pré-coluna com fase estacionária C18 foi adaptada entre o injetor e a coluna de separação. A fase móvel foi composta de metanol, 2-propanol e n-hexano. As análises foram realizadas a 40 ºC com vazão dos solventes de 1 mL min-1 e detecção UV a 205 nm. Foi utilizado um equipamento da Agilent Technologies modelo 1200, composto de bomba quaternária modelo G1311A, degasser modelo G1379B, um autoinjetor modelo G1329A de 40 µL e um detector VWD (Variable Wavelenght Detector) modelo G1314B. O método empregado foi uma adaptação de Andrade, Mazzei e D'Avila.18 O tempo total de corrida foi de 22 min. Todas as amostras foram filtradas em filtros descartáveis membrana PTFE da Hexis Científica, com 0,45 µm de poro antes da injeção (5 µL) e diluídas na proporção 1% (m v-1) em 2-propanol. Cada amostra foi analisada em duplicata e os cromatogramas obtidos foram analisados e integrados com o auxílio do software Chemstation Agilent. O rendimento dos ésteres metílicos de ácidos graxos foi calculado por normalização (%), considerando o fator resposta obtido a partir da curva analítica, ou seja, a relação entre o eixo x (concentração) e o eixo y (área). A equação a seguir mostra o cálculo de rendimento dos ésteres metílicos obtidos pela transesterificação do óleo de castanha-do-pará.  Em que: σAPbiodiesel = área dos picos referentes ao biodiesel, FRbiodiesel = fator resposta dos picos referentes ao biodiesel, APgeral = área de todos os picos revelados durante o ensaio, ou seja, triacilgliceróis, diacilgliceróis, monoacilgliceróis e ésteres metílicos e FRgeral = fator resposta de todos os picos, até, inclusive, triacilgliceróis, diacilgliceróis, monoacilgliceróis e ésteres metílicos.
RESULTADOS E DISCUSSÃO Perfil físico-químico dos óleos vegetais O índice de acidez é a propriedade que exerce maior influência na produção de biodiesel através da reação de transesterificação catalisada por uma base. Um teor de ácidos graxos livres (AGL) maior que 0,5% limita o processo de catalise homogênea para obtenção de biodiesel. A Tabela 1 ilustra os resultados físico-químicos revelados para as matérias-primas oleaginosas utilizadas no decurso deste trabalho.
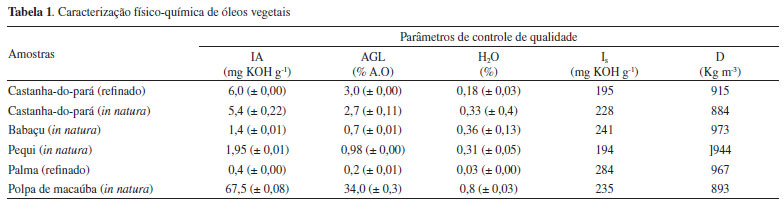
Na Tabela 1, observou-se que entre os materiais estudados somente o óleo refinado de palma está propício para a produção de biodiesel. Os demais óleos precisam ser adequados para o referido processo. O índice de acidez é um parâmetro qualitativo que revela a quantidade de ácidos graxos livres (AGL) oriundos do processo de hidrólise dos glicerídeos. Um elevado teor de AGL é indicativo que o óleo está sofrendo quebra nas cadeias dos gliceróis, liberando seus principais constituintes. Para Moretto et al.,14 a acidez livre, por ser consequência da hidrólise parcial dos glicerídeos, não é uma propriedade intrínseca de determinado óleo, mas sim um parâmetro variável intimamente relacionado com a natureza e qualidade da matéria-prima, com a qualidade e o grau de pureza do óleo e com o procedimento de obtenção e conservação. Segundo Ribeiro,19 a acidez de óleos vegetais tende a aumentar no decorrer de seu armazenamento devido à ocorrência de reações de oxidação e hidrólise dos ácidos graxos livres, podendo comprometer o seu aroma, a sua cor e o seu sabor, culminando no processo de rancidez dos mesmos. Nesse sentido, pode-se inferir que os elevados valores encontrados na Tabela 1 para os óleos analisados, exceto o óleo refinado de palma, podem estar relacionados ao longo tempo de armazenamento dessas matérias-primas e com a maneira rudimentar pela qual foram extraídos. O índice de saponificação (Is) é um parâmetro que exerce forte influência na qualidade de um óleo vegetal. A reação de saponificação, de acordo com Moretto et al.14 e Azevedo e Lima,20 pode estabelecer o grau de deterioração e a estabilidade de um óleo. Os óleos estudados neste trabalho, mostrados na Tabela 1, apresentaram Is entre 194-284 mg KOH g-1 de amostra. O padrão britânico estabelece que para um óleo ser considerado de primeira qualidade deve apresentar índice de saponificação na faixa de 177 a 187 mg KOH g-1 de amostra. Quanto maior for o índice de saponificação, maior é sua aplicação para fins alimentícios, o que justifica os óleos de babaçu, de palma e macaúba serem muito requisitados como fonte de energia e vitaminas principalmente para famílias de baixa renda e os óleos de pequi e castanha-do-pará serem matérias-primas na cosmetologia e na farmacologia. De acordo com a Tabela 1, observou-se que os resultados revelados para o óleo refinado de palma o caracterizam como apropriado para o processo de obtenção de biodiesel, uma vez que apresentou IA = 0,4 mg KOH g-1, AGL = 0,2%, H2O = 0,03% e Is = 284 mg KOH g-1. Tais resultados foram superiores qualitativamente para o processamento de biodiesel quando comparados com os obtidos por Oliveira,16 que obteve IA = 0,79 mg KOH g-1, AGL = 0,39% e H2O = 0,5%. Para o óleo de castanha-do-pará tanto na forma refinada quanto na forma in natura, os valores encontrados indicam que o referido óleo necessita de um tratamento prévio para se adequar ao processamento de biodiesel. Ribeiro19 encontrou no óleo de pequi bruto 2,08 mg KOH g-1 de índice de acidez, 1,04% de ácidos graxos livres e 205 mg KOH g-1 de índice de saponificação. Resultados semelhantes foram encontrados neste estudo, sendo IA igual a 1,95 mg KOH g-1, AGL = 0,98%, H2O = 0,31% e Is = 194 mg KOH g-1. A extração do óleo desta espécie oleaginosa foi realizada por cocção. O cozimento dos frutos reduz o rendimento do óleo em função da elevação do teor de água da polpa e seu armazenamento prolongado pode aumentar sua acidez graxa. Na Tabela 1 observam-se os seguintes valores médios revelados para o óleo in natura de babaçu extraído por cocção: IA = 1,4 mg KOH g-1, AGL = 0,7%, umidade igual a 0,36% de H2O e índice de saponificação de 241 mg KOH g-1. Em comparação com os valores encontrados por Nascimento et al.,21 quais sejam: IA = 0,53 mg KOH g-1, AGL= 0,27%, H2O = 0,03% e Is igual a 199 mg KOH g-1 nota-se uma significativa discrepância, entretanto, eles não informaram se as amostras de óleo por eles analisadas estavam na forma refinada ou in natura. Resultados divergentes também foram verificados neste trabalho para o óleo bruto (in natura) de polpa de macaúba e os publicados por Silveira.22 De acordo com a Tabela 1, foram revelados os seguintes valores, a saber: IA = 67,5 mg KOH g-1, AGL = 34% , H2O = 0,8% e Is = 235 mg KOH g-1. Por outro lado, Silveira21 encontrou 94,11 mg KOH g-1 de índice de acidez, 47,34% de acidez graxa livre e 198 mg KOH g-1 de índice de saponificação. Em ambos os trabalhos se notou que o índice de acidez e umidade está bastante elevado. O índice de acidez elevado de um óleo in natura dificulta sua neutralização, sendo indicativo de sementes de baixo valor agregado e armazenamento impróprio ou de um processamento insatisfatório. A elevada acidez e umidade dificultam a obtenção de biodiesel, reduzem o rendimento do processo, envenenam o catalisador e formam sais alcalinos de ácidos graxos. A densidade é um parâmetro físico-químico dos materiais oleaginosos que pode exercer forte influência na qualidade do biodiesel. Ela está extremamente ligada à composição química das matérias-primas utilizadas na produção desse biocombustível. Quanto mais fortes forem as interações intermoleculares existentes nas matérias-primas, maior será a densidade do óleo. Tais interações aumentam com o incremento da cadeia carbônica (ligações simples) e diminuem quanto maior o número de ligações insaturadas (ligações duplas) presentes na composição do material graxo.23 O comportamento dos óleos estudados, apresentados na Tabela 1, no tocante à densidade, pode ser explicado em função das ligações químicas pertinentes na cadeia hidrocarbônica de seus ácidos graxos majoritários. De acordo com Azevedo20 e Machado, Chaves e Antoniassi,24 o óleo de babaçu contém em sua composição química entre 40-55% de ácido láurico (C12:0). Como o C12:0 não apresenta insaturação na cadeia carbônica (ligações duplas), sua densidade é bastante elevada, 973 kg m-3. Nessa mesma perspectiva há de se concordar com a densidade de 967 kg m-3 revelada para o óleo de palma e 893 kg m-3 para o óleo de macaúba, cujos componentes majoritários são o ácido palmítico (C16:0) com faixa de 40-48% e o ácido esteárico (C18:0) com 51%, respectivamente. Por outro lado, observou-se na Tabela 1 que os óleos de castanha-do-pará quer sejam refinados, quer sejam in natura, e de pequi, revelaram as seguintes densidades: 195 kg m-3, 884 kg m-3 e 944 kg m-3. Portanto, quanto maior a percentagem e a quantidade de insaturações na cadeia de um ácido graxo, menor será sua densidade.4,6,23 Esterificação de óleos vegetais com elevado teor de ácidos graxos livres Para reduzir o teor de ácidos graxos livres e realizar-se posterior transesterificação homogênea básica, os óleos estudados contendo elevado teor de acidez graxa foram submetidos ao processo de esterificação homogênea ácida. A Tabela 2 mostra a caracterização físico-química em termos de índice de acidez, teor de ácidos graxos e umidade revelada após a adequação das matérias estudadas, visando o processamento de biodiesel pelo método de catálise homogênea básica.
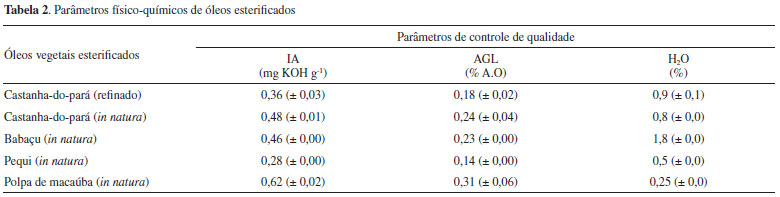
Na Tabela 2, observou-se que os valores encontrados para o índice de acidez e, analogamente, para os ácidos graxos livres sofreram significativa redução com relação aos valores encontrados antes do processo de esterificação mostrados na Tabela 1. Por outro lado, o teor de umidade sofreu aumento, com exceção do óleo de macaúba, que ficou no limite máximo permitido de 0,25%. No decurso da reação de esterificação, tem-se como produto o éster e como subproduto a água. A separação entre as fases oleosa e aquosa e o processo de desumidificação não foram eficazes a ponto de retirar a água gerada durante a adequação dos óleos para o processamento. Seria ideal realizar desumidificação a vácuo, mas esse procedimento é inviável para ensaios de pequena escala laboratorial devido à necessidade de equipamentos de grande porte. Entretanto, tais valores ainda ficaram relativamente baixos para se obter um efeito significante na hidrólise do biodiesel, exceto a umidade do óleo de babaçu (1,8%), que se mostrou muito elevada. O processo de esterificação ácida é economicamente viável para retirada da acidez graxa de óleos vegetais de baixo valor agregado e seguida utilização deste no processamento de biocombustíveis. Transesterificação básica do óleo esterificado de castanha-do-pará A produção de biodiesel a partir do óleo in natura de castanha-do-pará foi realizada em duas etapas: esterificação ácida para reduzir os ácidos graxos livres, seguida de transesterificação básica homogênea em condições brandas como 2,5 g (0.009 mol) de óleo esterificado, metanol igual a 2,2 mL, 0,3% (0,007 g) de catalisador (NaOH) em relação à massa-base do óleo esterificado, razão molar de 1:6 entre óleo e metanol, temperatura de 55 ºC e tempo reacional de 90 minutos para a obtenção do biodiesel. Quando a matéria-prima é de baixa qualidade (alto índice de acidez e elevado teor de água), a produção de biodiesel se torna impraticável em face da formação de sais alcalinos de ácidos graxos. Uma alternativa interessante é o emprego da catálise ácida, mas esta técnica não se mostra vantajosa quando comparada com a transesterificação básica. Recentemente, Encinar, Sanchez e Garcia8 produziram biodiesel com 90% de rendimento a partir de gorduras animais, contendo entre 4,9 e 13,5% de ácidos graxos livres. As matérias-primas foram transesterificadas com 9% de catalisador (H2SO4) em relação à massa-base de gordura; razão molar entre gordura e metanol na proporção de 1:6, temperatura de 60 ºC e tempo reacional de 48 horas. Notaram que as reações foram lentas e a quantidade de catalisador muito alta. Os resultados obtidos tanto com a transesterificação ácida quanto a básica nos levaram a inferir que a esterificação prévia é necessária para reduzir a concentração inicial de ácidos graxos livres e permitir a posterior transesterificação básica da matéria-prima. Análise cromatográfica do biodiesel de castanha-do-pará A Figura 1 ilustra os cromatogramas para o biodiesel obtido a partir do óleo de castanha-do-pará esterificado. Os picos referentes ao tempo de retenção, 5,17 min e 6,20 min, foram atribuídos aos ésteres metílicos de ácidos graxos. Já o pico alusivo ao tempo de retenção em 11,4 min representa o glicerol, uma vez que houve 98% de rendimento do biodiesel.18,25
 Figura 1. Cromatogramas do biodiesel de castanha-do-pará
A Tabela 3 mostra a qualidade das amostras de biodiesel metílico de castanha-do-pará. No decurso da caracterização físico-química do referido biodiesel, avaliaram-se alguns parâmetros de controle de qualidade com base nas normas americanas, ASTM26 e do Comitê Europeu de Normas, EM,27 conforme recomendação da Resolução 45/2014 da ANP.17
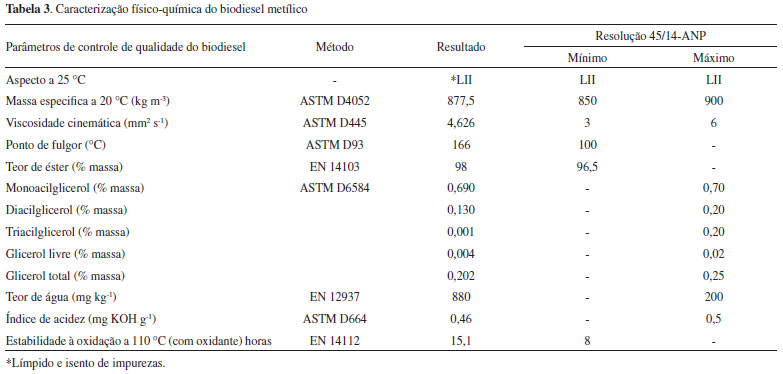
Na Tabela 3 observou-se que as propriedades físico-químicas do biodiesel de castanha-do-pará estão em conformidade com as especificações da ANP,17 exceto o teor de água (880 mg kg-1 da amostra) que se encontra acima do limite máximo (200 mg kg-1 da amostra). Este fato pode ter ocorrido em face da etapa de lavagem aquosa do biodiesel durante a purificação do mesmo. Segundo Serrano, Martinez e Aracil,28 no decurso da lavagem do biodiesel com solução ácida pode ocorrer o arraste de carboxilatos de metais alcalinos, partículas sedimentáveis, excesso de metanol, traços de glicerol e até os antioxidantes naturais. O processo de desumidificação do produto final não foi eficaz para eliminar a água e pode tornar o biodiesel suscetível à degradação oxidativa e microbiana ao longo de seu armazenamento, originando graves consequências para os motores de combustão interna dos automóveis e para o mercado consumidor. Tanto na Figura 1 quanto na Tabela 3, observou-se um rendimento de 98% de biodiesel. Quando se realizou o processamento do biodiesel a partir do óleo in natura de castanha-do-pará contendo 2,7% de AGL (ver Tabela 1), notou-se a formação de uma quantidade bastante significativa de carboxilatos de metais alcalinos, especificamente na etapa de purificação da fase menos densa através da lavagem ácida, e um baixo rendimento de biodiesel. Em contrapartida, após a esterificação ácida do referido óleo, seu índice de acidez foi reduzido de 2,7 para 0,24% de AGL (ver Tabela 2) e, consequentemente, a transesterificação por catálise homogênea básica resultou em 98% de rendimento. Estes fatos nos levaram a inferir que a prévia esterificação de matérias-primas consideradas de baixo valor agregado (elevado índice de acidez e umidade) pode ser economicamente viável para a obtenção sustentável de biodiesel. A produção de biodiesel de modo ambientalmente sustentável exige a utilização de matérias-primas que possibilitem rendimentos compatíveis com o custo final do processo de transesterificação. Sendo assim, processos produtivos integrados e eficientes em termos de consumo de energia, produtividade, taxa e tempo de reação e matérias-primas de menor valor agregado que possibilitem a redução dos custos de produção devem ser testados constantemente.
CONCLUSÃO A adequação de óleos vegetais para a produção de biodiesel foi realizada com sucesso. Os resultados obtidos nos permitiram inferir que: A reação de esterificação dos óleos vegetais com elevada acidez forneceu evidências de que tais matérias-primas podem ser adequadas à produção de biodiesel. As análises físico-químicas dos óleos esterificados confirmaram a redução significativa do teor de ácidos graxos livres. O óleo de castanha-do-pará refinado revelou uma redução de 3,0 para 0,18% de AGL, obtendo-se um rendimento de 94%; o teor de AGL para o óleo de castanha-do-pará in natura sofreu redução de 91%, o óleo de babaçu 67%, o óleo de piqui 86% e o de polpa de macaúba foi reduzido de 34 para 0,31%, atingindo um rendimento de 99%. O biodiesel obtido a partir do óleo de castanha-do-pará esterificado revelou excelentes qualidades conforme as especificações da ANP, menos o teor de água que ficou acima do máximo permitido, sendo necessário o emprego de um sistema de desumidificação mais eficiente. O processo de esterificação homogênea ácida de óleos vegetais de baixa qualidade e posterior transesterificação básica podem contribuir de forma significativa para a obtenção sustentável do biodiesel e consequente fixação do homem no campo, gerando emprego e renda na agricultura familiar.
AGRADECIMENTOS Os autores agradecem ao suporte concedido pelo Programa de Bolsa de Incentivo à Qualificação dos Servidores do IFMA (PROQUALIS), pelo Instituto de Química (IQ-UFRJ) e pela Escola de Química (EQ-UFRJ) da Universidade Federal do Rio de Janeiro.
REFERÊNCIAS 1. Pousa, G. P. A. G.; Santos, A. L. F.; Suarez, P. A. Z.; Energy Policy 2007, 35, 5393. 2. Alegria, A.; Arriba, M. J. R.; Cuellar, J.; Appl. Catal., B 2014, 160, 743. 3. Zuo, D.; Lane, J.; Culy, D.; Schultz, M.; Pullar, A.; Waxman, M.; Appl. Catal., B 2013, 129, 342. 4. Suarez, P. A. Z.; Meneghetti, S. M. P.; Meneghetti, M. R.; Wolf, C. R.; Quim. Nova 2007, 30, 667. 5. Pinto, A. C.; J. Braz. Chem. Soc. 2005, 6, 1313. 6. Souza, B. R.; Sousa, T. L.; Alves, W. S.; Vieira, J. S. C.; Resumos do 5º Congresso da Rede Brasileira de Tecnologia de Biodiesel, Salvador, Brasil, 2012. 7. Alves, W. S.; Mariano, M. M.; Vieira, J. S. C.; Resumos do 5º. Congresso da Rede Brasileira de Tecnologia de Biodiesel, Salvador, Brasil, 2012. 8. Encinar, J. M.; Sanchez, N. G.; Garcia, M. L.; Bioresour. Tecnology. 2011, 102, 10907. 9. Melero, J. A.; Bautista, L. F.; Morales, G.; Iglesias, J.; Vazquez, R. S.; Chem. Eng. J. 2010, 161, 323. 10. Morales, G.; Bautista, L. F.; Melero, J. A.; Iglesias, J.; Vazquez, R. S.; Bioresour. Technology 2011, 102, 9571. 11. TECBIO. Procedimento operacional padrão da Brasilecodiesel: Análise do controle de Qualidade, Fortaleza, 2007. 12. Instituto Adolfo Lutz. Métodos químicos e físicos para análise de alimentos: óleos e gorduras. 5ª ed., Ed. São Paulo: São Paulo, 2004. 13. Moretto, E.; Fett, R.; Tecnologia de óleos e gorduras na indústria de alimentos. Varela: São Paulo, 1998. 14. Moretto, E.; Kusloski, E. M.; Gonzaga, L. V.; Fett, E.; Introdução à ciência de alimentos, 2ª ed., UFSC: Florianópolis, 2002. 15. Raspe, D. T.; Melo, B. T. F.; Silva, P. J.; Silva, C.; E-xacta 2014, 7(1), 45. 16. Oliveira, M. E. C.; Produção de biodiesel de óleo de palma e seus resíduos graxos por transesterificação e esterificação, Embrapa Documentos 339: Brasilia, 2008. 17. http://www.anp.gov.br, acessado em outubro de 2017. 18. Andrade, D. F.; Mazzei, J. L.; D'Avila, L. A.; Rev. Virtual Quim. 2011, 3, 452. 19. Ribeiro, M. C.; Dissertação de Mestrado, Universidade Federal de Lavras, Brasil, 2010. 20. Azevedo, D. M. P.; Lima, E. F.; Agronegócio da mamona no Brasil, Embrapa Informação Tecnológica: Brasília, 2001. 21. Nascimento, V. M.; Vasconcelos, A. C. S.; Azevedo, E. B.; Silva, F. C.; Ecletica Quim. 2009, 34, 37. 22. Silveira, S. D.; Dissertação de Mestrado, Universidade Federal do Rio de Janeiro, Brasil, 2014. 23. Brandão, C. R. R.; Machado, P. F. L.; Suarez, P. A. Z.; Resumos da 32ª Reunião Anual da Sociedade Brasileira de Química, Fortaleza, 2009. 24. Machado, G. C.; Chaves, J. B. P.; Antoniassi, R.; Revista Ceres 2006, 53, 463. 25. Lima, C. R. R. C.; Dissertação de Mestrado, Universidade de São Paulo, 2009. 26. American Society for Testing and Materials. ASTM D4052. Determinação da massa específica 2009, ASTM D445, Determinação da viscosidade cinemática a 40 ºC 2009, ASTM D93. Determinação do ponto de fulgor, 2009, ASTM D6584 . Determinação de MAD, DAG, TAG e glicerol, 2009, ASTM D664 Determinação do índice de acidez, 2009. 27. European Committe Standardization; EN 1410 Determinação do éster contido no éster metílico de ácidos graxos, 2008, EN14112 Determinação da estabilidade oxidativa à oxidaçãopara biodiesel, 2008. 28. Serrano, M.; Martinez, M.; Aracil, J.; Fuel Process. Technol. 2013, 116, 135. |
On-line version ISSN 1678-7064 Printed version ISSN 0100-4042
Qu�mica Nova
Publica��es da Sociedade Brasileira de Qu�mica
Caixa Postal: 26037
05513-970 S�o Paulo - SP
Tel/Fax: +55.11.3032.2299/+55.11.3814.3602
Free access