
 |
 |
 |
 |
 |
Artigo
|
|
| Processo de eletrocoagulação-flotação: investigação dos parâmetros operacionais para o tratamento de águas residuais da indústria de pescados Electrocoagulation-flotation process: investigation of operational parameters for wastewater treatment from fishery industry |
|
Jair J. JoaoI,*; Tuane EmerickI; Urias de S. FilhoI; Rafael K. NishihoraII
I Departamento de Química, Universidade do Sul de Santa Catarina, 88704-900 Tubarão - SC, Brasil Recebido em: 28/07/2017 *e-mail: jair.joao@unisul.br The objective of this study was the utilization of an electrocoagulation-flotation process to evaluate the treatment of a real wastewater from fish industries (Brazil - SC). This type of effluent is usually treated by conventional processes, which are often not sufficient to meet the desired final quality of legal environmental requirements. The effect of current density, pH and treatment time was evaluated. The best experimental conditions for the process were current of 5 A, potential of 15 V and distance between electrodes equal to 10 mm. Under these conditions, the removal of the contaminants were expressive for all analyzed parameters as follows: average color reduction of 95.5%; turbidity of 96.9%; COD 93.3; BOD5 of 97.5%; phosphorus of 88.5% and oils and greases of 93.6%. INTRODUÇAO O fornecimento de água limpa à populaçao constitui um dos grandes desafios contemporâneos. O abastecimento de água potável é crítico, especialmente nos países subdesenvolvidos.1 Rios, canais e outros corpos de água sao constantemente poluídos devido à descarga indiscriminada de águas residuais (efluentes líquidos).2 Países altamente desenvolvidos, como os EUA, também se defrontam com problemas relacionados ao abastecimento de água, o que por sua vez instiga o reaproveitamento de águas residuais.3 Dessa forma, cria-se uma demanda por metodologias mais eficazes e baratas para o tratamento de águas residuais diante das tecnologias tradicionais existentes.4 Contudo, muitas vezes as propriedades ou características das águas residuais industriais variam largamente de uma indústria para outra, e também na mesma indústria, dependendo de fatores como a variabilidade da matéria-prima.5 Para a maioria das indústrias de beneficiamento, as operaçoes produzem águas residuais que contêm contaminantes orgânicos e inorgânicos solúveis, partículas coloidais e sólidos suspensos. Dependendo do tipo de operaçao, o grau de contaminaçao pode variar largamente entre baixo, médio ou alto.6 Aguas residuais industriais contaminadas por compostos orgânicos sao tratadas, comumente, através de sistemas biológicos, amplamente utilizados para o tratamento de efluentes líquidos lançados nos sistemas fluviais e marinhos.7 O tratamento biológico possui, entretanto, algumas desvantagens, dentre as quais se destacam a grande área ocupada pelos sistemas convencionais de tratamento biológico (várias lagoas aeróbias, anaeróbias e facultativas), a exalaçao de odores desagradáveis e sua total inutilidade na presença de resíduos que contenham substâncias nocivas aos microorganismos (pouco biodegradáveis ou nao biodegradáveis).8 As desvantagens apresentadas justificam a investigaçao de novos métodos. A indústria de beneficiamento de pescados representa um exemplo de geraçao de águas residuais contaminadas por compostos orgânicos. Esse setor é associado à produçao de grandes volumes de efluentes, que apresentam alta carga de matéria orgânica, elevada turbidez, forte coloraçao amarelada e odor desagradável.9 As águas residuais resultam de diferentes etapas do processo, tais como: recepçao, acondicionamento nas câmaras frigoríficas, evisceraçao/descamaçao, cozimento, acondicionamento nas embalagens, lavagem dos recipientes, lavagem do setor de processamento, entre outros. Neste tipo de indústria, estima-se que para cada 1,0 kg de produto que é processado geram-se em média 4 a 6 vezes de água contaminada.10 Diferentes metodologias sao descritas na literatura para tratamento de águas residuais que apresentam as mesmas características da indústria de beneficiamento de pescados. Tratamentos físico-químicos convencionais consistem de tratamentos preliminares, como a coagulaçao, floculaçao, sedimentaçao e processamento do lodo. Tratamento secundário e terciário com filtros biológicos e lodos ativados também podem ser empregados.11 Contudo, esses processos nao sao muito eficientes quando o efluente apresenta baixo conteúdo de partícula coloidal suspensa e alta carga de matéria orgânica. Uma alternativa ao tratamento mencionado é a utilizaçao de processos eletroquímicos para a transformaçao total das moléculas orgânicas em gás carbônico e água.12 Tal nível de oxidaçao é alcançado por meio do uso de fortes agentes oxidantes gerados eletroquimicamente, que convertem os poluentes aquosos em produtos menos danosos. Para que as reaçoes eletroquímicas ocorram, é necessário uso de materiais ou de eletrodos que favoreçam a combustao ou eletrocoagulaçao-flotaçao da matéria orgânica existente na água residual. Estes eletrodos acumulam oxigênio ativos em suas superfícies e sao responsáveis pela combustao ou eletrocoagulaçao-flotaçao da matéria orgânica.13 A eletrocoagulaçao-flotaçao (ECF) consiste em um processo eletroquímico baseado na geraçao de agentes coagulantes e floculantes por meio de reaçoes que ocorrem no ânodo e no cátodo (reaçoes eletroquímica 1 a 4), substituindo os aditivos químicos que sao utilizados nos processos convencionais.14 Durante o processo eletroquímico, a geraçao de coagulantes ocorre in situ com eletrodos de ferro e/ou alumínio submetidos a uma corrente elétrica.15 O equipamento envolvido nesse processo é confiável e seguro, pois apenas baixo potencial eletroquímico é utilizado (intervalo entre 5 a 20 V). Todavia, a quantidade relativa de gases produzidos depende da corrente e por vezes da salinidade da soluçao.16 O processo de ECF é definido por dois mecanismos, conforme descrito nas reaçoes eletroquímicas 1 a 4.17 No ânodo:

No cátodo:

A ECF é uma tecnologia em evoluçao, pois apesar de haver diversos estudos envolvendo o tratamento de águas residuais,18 ainda persiste uma escassez de conhecimento científico considerando-se o potencial que essa técnica apresenta para o tratamento de águas residuais da indústria de beneficiamento de pescados. Assim, o objetivo deste artigo foi avaliar a eficiência do processo de ECF no tratamento de águas residuais geradas por duas indústrias de beneficiamento de pescados, ambas localizadas no Sul de Santa Catarina (Brasil).
PARTE EXPERIMENTAL As amostras foram coletadas mensalmente, por um período de um ano, na entrada da estaçao de tratamento de efluentes de duas empresas de pescados, ambas localizadas no sul do Estado de Santa Catarina (Brasil). As coletas foram feitas de acordo com as recomendaçoes da NBR 9897 - Planejamento de amostragem de efluentes líquidos e corpos receptores,19 e NBR 9898 - Preservaçao e técnicas de amostragem de efluentes líquidos e corpos receptores.20 Características do reator Para realizaçao do procedimento experimental foi construído um reator de acrílico com 30 cm de comprimento, 20 cm de altura e 15 cm largura. Dentro do reator foram colocadas as células eletrolíticas, formadas por 8 placas de alumínio com 3 mm de espessura, espaçadas 10 mm uma da outra, formando uma área superficial total de 400 cm², sendo a área de cada eletrodo (cátodo e ânodo) de 200 cm2. O conjunto formado possui 2 coletores distribuidores da energia elétrica, um alimentado com carga elétrica positiva (+) e outro com negativa (-), arranjados de forma que cada placa tivesse como vizinha outra placa com carga elétrica oposta, formando um circuito em paralelo (Figura 1).
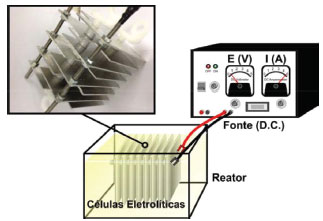 Figura 1. Representaçao esquemática do sistema eletroquímico de ECF
Para a aplicaçao da diferença de potencial no reator foi utilizada uma fonte retificadora com potência aparente de 180 W, marca Metron, modelo M-60, com controle de potencial terminal através de um circuito eletrônico chaveado por transistores. O controle do potencial elétrico foi efetuado manualmente através de um potenciômetro, com intervalo de operaçao de 0 a 24 V. A fonte possui 1 amperímetro e 1 voltímetro utilizados para visualizaçao dos parâmetros de controle. Para realizaçao dos ensaios, primeiramente, foi fixado um valor para o potencial elétrico aplicado às placas. Isso foi feito através da observaçao da quantidade de bolhas de gases geradas pela eletrólise para um determinado potencial. Durante esta fase, observou-se a limitaçao elétrica da fonte retificadora, para evitar o curto-circuito nos componentes eletrônicos da fonte. Após o potencial elétrico ter sido determinado, o menor tempo necessário para que o efluente fosse totalmente clarificado foi avaliado. No decorrer dessa etapa foram feitos inúmeros ensaios cinéticos para remoçao da cor, com intervalos de tempo de 0 a 30 min. Durante todos os ensaios, a cada intervalo de 5 minutos, foi feita a inversao de polaridade dos eletrodos, com o intuito de prevenir a formaçao de filme passivo. Tratamento da água residual A água residual bruta (efluente líquido) foi coletada na entrada da estaçao de tratamento de efluentes da empresa, sem nenhum tratamento preliminar. Os ensaios de ECF foram conduzidos em laboratório, utilizando 2,0 L da água residual bruta, inicialmente homogeneizada, variando o tempo de exposiçao (0-30 min) ao potencial elétrico do reator. Durante o processo ECF o sistema nao foi homogeneizado, apenas ocorreu a mistura natural através da formaçao e purga de bolhas de gases formados durante o processo eletroquímico. O ajuste do potencial terminal utilizado foi efetuado com base na corrente elétrica máxima admissível para fonte. A avaliaçao da eficiência do sistema foi realizada através das análises físico-químicas do efluente bruto e tratado. O monitoramento dos parâmetros e a duraçao dos experimentos foram feitos de acordo com o estudo cinético realizado. A melhor condiçao de tratamento foi selecionada e avaliada por meio de ensaios de cor (uC) e turbidez (uT), utilizando um espectrofotômetro modelo Spectroquant NOVA60 (MERCK). Outros parâmetros também foram analisados, tais como: pH, demanda química de oxigênio (DQO), demanda bioquímica de oxigênio medida a 5 dias (DBO5), óleos e graxas, fósforo e sólidos suspensos. Análises físico-químicas da água residual bruta e tratada As análises físico-químicas para água residual bruta e tratada foram realizadas de acordo os procedimentos do Standard Methods for Examination of Water and Wastewater, 22 Edition.21 A determinaçao de nitrogênio proteico foi realizada através da precipitaçao das proteínas com ácido tricloroacético (TCA) a 10%.22 Os teores de nitrogênio do precipitado e do sobrenadante resultante foram analisados pelo método de Kjeldahl. Análise estatística Para a comparaçao entre as médias dos tratamentos, foi utilizado o teste de Tukey a 5% de probabilidade com nível de confiança igual a 95%.
RESULTADOS E DISCUSSAO Caracterizaçao da água residual A caracterizaçao química da água residual bruta foi realizada através das análises de nitrogênio proteico, nitrogênio nao proteico, nitrogênio total, proteína bruta, matéria orgânica total, fósforo e lipídeos, conforme mostrado na Tabela 1.
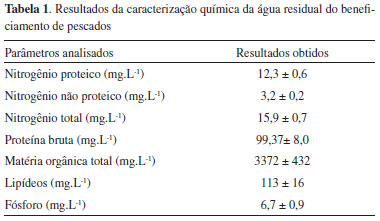
Os resultados das análises mostraram que a água residual bruta apresenta concentraçoes significativas de nitrogênio proteico (12,3 mg L -1), proteína bruta (99,37 mg L -1), matéria orgânica total (3372 mg L -1), lipídeos (113 mg L -1) e fósforo (6,7 mg L -1). Estes dados foram utilizados para avaliaçao da composiçao química (N, P, C) da água produzida no beneficiamento de pescados e, assim, definir a metodologia mais adequada para o tratamento. Outros resultados das análises físico-químicas sao apresentados na Tabela 3.
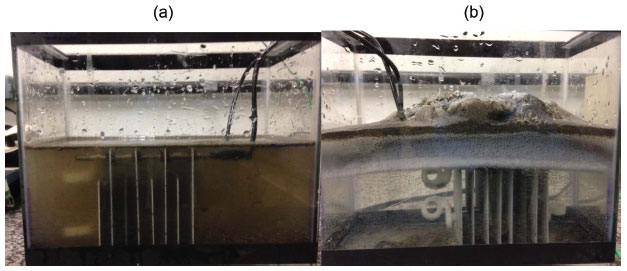
Análises de cor e turbidez Os melhores resultados para análise da cor e turbidez foram observados com o potencial elétrico em torno de 15 V, distância entre as placas de 10 mm e corrente de 5 A, com geraçao expressiva de bolhas no sistema. É importante ressaltar que a corrente desempenha papel fundamental no tamanho e quantidade de bolhas de gás formadas no processo.23 Existe uma proporcionalidade entre a a corrente e a quantidade de bolhas.24 Em valores de potencial e distância entre as placas mais baixos nao se formaram bolhas suficiente para a flotaçao das partículas, e em potenciais mais elevados nao foi perceptível aumento expressivo na formaçao de bolhas, justificando, assim, o emprego do potencial de 15 V, corrente de 5 A e distância entre as placas de 10 mm. A Figura 2 mostra a diferença entre o efluente no instante de tempo zero (Figura 2a) e após 20 min de tratamento (Figura 2b). Com o tempo superior a 20 min, observou-se que nao havia mais alteraçao da cor da amostra.
Figura 2. Tratamento por eletrocoagulaçao-flotaçao: (a) tempo zero, (b) após 20 minutos
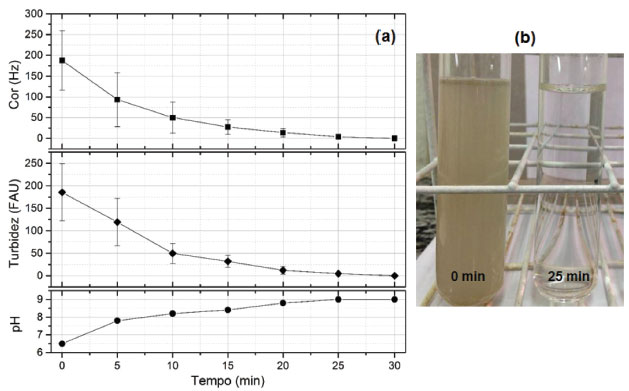
A cor para este tipo de efluente é, geralmente, um indicador da presença da matéria orgânica solúvel, oriunda da degradaçao de matéria de origem animal ou de animais microscópicos em suspensao na água.25 A cor, normalmente, é de tonalidade amarelada com elevados valores de turbidez, que, por sua vez, reduz a transparência devido à presença de matéria orgânica em suspensao.26,27 Grande parte dos microrganismos patogênicos sao dissolvidos na presença destas partículas e, por isso, a eliminaçao delas é fundamental em águas residuais. Após a definiçao das condiçoes do sistema, as amostras foram submetidas às análises cinéticas para avaliaçao dos parâmetros cor, turbidez e variaçao do pH. Para determinar a cinética de ECF para remoçao de cor e turbidez, alíquotas foram retiradas em intervalos de 5 min até completar 30 min, o que possibilitou a construçao da curva cinética e, consequentemente, a determinaçao do tempo de equilíbrio. O tempo de equilíbrio foi atingido quando os valores de cor e turbidez permaneceram constantes. Os resultados obtidos, tanto para cor quanto para turbidez, podem ser observados nas curvas da Figura 3. Observa-se que ocorre uma reduçao de cerca de 50% nos primeiros 5 min e que após 25 min de tratamento a água residual bruta ficou completamente clarificada (Figura 3b), apresentando valores próximos a zero para cor e turbidez, independentemente da amostra coletada. O alto desvio apresentado nos pontos iniciais da curva é devido à grande variabilidade da água residual tratada (5 amostras). Todavia, o sistema de tratamento de ECF demonstrou robustez, pois apesar da variabilidade inicial houve uma reduçao expressiva dos parâmetros estudados ao final do processo.
Figura 3. (a) Cinética de variaçao do pH e da remoçao da cor e turbidez da água residual da indústria de pescados (média de 5 experimentos). (b) Amostra da água residual bruta e tratada com corrente de 5 Ampere (após 25 minutos)
Com o transcorrer da ECF percebeu-se um incremento gradual do pH do meio (Figura 3a), o qual aparentemente se estabiliza no valor de 9. A elevaçao do pH do meio é um comportamento esperado no tratamento de águas residuais de caráter levemente ácido (como o originado na indústria de pescado). Outro efeito a ser considerado é que durante a dissoluçao química do alumínio, íons H + serao consumidos, ocasionando o aumento do pH. Além disso, a reaçao expressa na Equaçao (5) será deslocada para direita, promovendo também o incremento no pH do meio.28

Nos instantes finais do processo (25 a 30 min), a estabilizaçao no valor do pH pode estar associada à capacidade tamponante proveniente do tratamento eletroquímico, a qual está intimamente relacionada com o balanço entre a produçao e o consumo de OH -, prevenindo grandes oscilaçoes do pH do sistema.29 Esse efeito também foi verificado em outros trabalhos, tais como em estudos quantitativos comparando a dosagem química e a ECF em tratamento de águas residuais,30 em estudos da avaliaçao do desempenho do processo de eletrocoagulaçao na remoçao da dureza da água potável31 e em estudos do tratamento de soluçoes sintéticas simulando águas residuais de lavagem contaminada por fluidos de perfuraçao de poços de petróleo.14 Análises físico-químicas A avaliaçao da qualidade da água residual tratada por ECF foi realizada por meio de análises de pH, cor, turbidez, DQO e DBO5 em diferentes correntes. Todas as determinaçoes foram realizadas em triplicata. De acordo com resultados obtidos, com diferentes potenciais eletroquímicos, foi observado que nao ocorreu alteraçao significativa do pH para corrente de 1 A (Tabela 2) em comparaçao com o efluente bruto. A amostra para 1 A nao apresentou bom desempenho no processo, o que pode ser devido à baixa corrente, pois a hidrólise do alumínio depende do potencial aplicado.28 Aos resultados obtidos foi aplicado o teste de Tukey. Valores seguidos da mesma letra, na coluna, nao diferem estatisticamente entre si a 5% de probabilidade pelo teste de Tukey (Tabela 2). O teste de Tukey demonstra claramente que o aumento da corrente favoreceu o tratamento proposto. Resultados promissores foram obtidos com a corrente de 5 A, a qual reduziu significativamente, acima de 90%, quase todos os parâmetros avaliados (cor, turbidez, DQO e DBO5). Embora o pH tenha sido aumentado de maneira significativa (do ponto de vista estatístico), ainda se encontra dentro dos parâmetros legais de descarte (pH 5 a 9).32
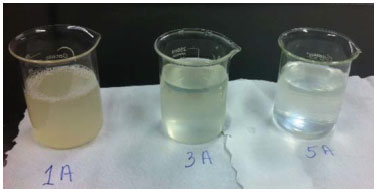 Figura 4. Amostra do efluente tratado com diferentes correntes, 1, 3 e 5 A
Com o intuito de verificar a eficácia do tratamento com corrente de 5 A, foram realizadas cinco repetiçoes com avaliaçao e caracterizaçao físico-química da água residual bruta e tratada. A Tabela 3 apresenta a média dos resultados, a eficiência de remoçao de cada parâmetro analisado e os valores estabelecidos pela legislaçao brasileira para efeitos de comparaçao. Conforme resultados apresentados na Tabela 3, a ECF tem a propriedade de aumentar o pH do meio, especialmente quando o meio apresenta característica levemente ácida, conforme foi explanado anteriormente. Os resultados das análises físico-químicas demonstraram uma reduçao significativa da cor, turbidez, DBO5, DQO, fósforo, sólidos suspensos e óleos e graxas, independentemente da coleta. Isso mostra que o tratamento eletroquímico via ECF é robusto e eficiente. De modo geral, todos os parâmetros analisados apresentaram uma eficiência média acima de 90% na remoçao dos contaminantes, sendo as maiores reduçoes observadas na remoçao da cor, turbidez e DBO5, com 95,5; 96,9 e 97,5%, respectivamente. Entretanto, o teor de alumínio na água tratada, decorrente do desgaste do eletrodo durante o processo de ECF, foi 5,5 mg L -1. É importante ressaltar que a legislaçao brasileira nao estabelece limites para alumínio em efluentes.32 Valores semelhantes também foram observados em outros trabalhos, utilizando a ECF na separaçao de poluentes das águas residuais de restaurantes,33 e no tratamento de águas residuais de lavagem.34 Os resultados também mostraram que uma das maiores vantagens da ECF é na remoçao de óleos e graxas, com remoçao média acima de 93%. Esse fato ocorre devido a uma melhor interaçao dessas moléculas com o hidróxido de alumínio, facilitando, assim, a coagulaçao e a flotaçao dessas moléculas através da formaçao de coloides cuja densidade é menor que a da água.35 Esses coloides deslocam-se naturalmente para a superfície da câmara de separaçao. No entanto, a flotaçao das partículas coloidais é mais rápida e eficiente por causa da formaçao das microbolhas geradas no processo.36 Essa peculiaridade da ECF pode ser aproveitada para utilizaçao no tratamento de efluentes contaminados com altas concentraçoes de óleos e graxas. Diversos trabalhos na literatura demonstraram a aplicaçao do processo de ECF no tratamento de águas residuais com elevados teores de óleos e graxas,29 no tratamento de águas residuais oleosas do moinho de azeite,37 na avaliaçao do efeito da natureza do eletrólito no tratamento de soluçoes óleosas por ECF38 e na remoçao de óleos e graxas de um reservatório de água residual.39 Além disso, o processo de ECF tem duas vantagens significativas, menor tempo de retençao e menor quantidade de lodo produzido quando comparado com os processos convencionais. Nestas condiçoes, a quantidade de lodo seco foi de 0,35-0,40 kg por m3 de água residual tratada. Este valor corresponde apenas 35 a 40% do lodo total produzido por processos convencionais de coagulaçao/flotaçao utilizando aditivos químicos. Entretanto, a concentraçao de alumínio residual no lodo seco foi de 8,5%, matéria orgânica 55,06%, cinzas 35,50% e proteína bruta 20,50 mg kg -1, como mostra a Tabela 4.
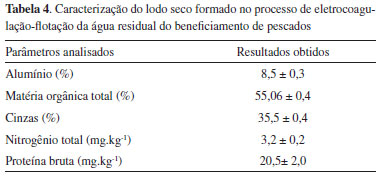
É válido mencionar que existem poucos trabalhos na literatura sobre a caracterizaçao do lodo gerado no processo de tratamento de água residual por ECF. No entanto, de acordo com os critérios de classificaçao de resíduos sólidos da NBR 10004/2004, o lodo desidratado (seco) é um resíduo nao perigoso, classe II. Este resíduo desidratado pode ser aproveitado como combustível para fornalhas, e as cinzas geradas na combustao podem ser misturadas com o barro para fazer tijolos e/ou cerâmicas comerciais. A argilas têm em sua composiçao química: alumina, sílica, óxidos de ferro, magnésio, calcário, componentes esses que aumentam a resistência ao calor e melhoram a resistência a compressao. Outros estudos relevantes envolvendo ECF também sao descritos na literatura, como, por exemplo, na remoçao de uma variedade de partículas dissolvidas, matéria orgânica em suspensao, íons de dureza de água, nitrato e fosfato.40 Os resultados mostraram que a remoçao desses íons justifica os efeitos da desinfecçao produzidos pelo processo de ECF. Com este estudo foi verificado que a remoçao de bactérias e algas pode ser alcançada em 30 min. Com isso a ECF permitiria limitar o uso de biocidas e, consequentemente, reduzir custos nas estaçoes de tratamento de água. A ECF também foi aplicada no tratamento de águas residuais de lavanderia, no qual foi observado remoçao significativa (acima de 90%) da turbidez, DQO, COD, fosfato e MBAS, simultaneamente.28 Bons resultados também foram obtidos em escala piloto no tratamento de águas residuais de restaurante,41 na remoçao de metais nao ferrosos e metais pesados moderadamente solúveis em água42 e na separaçao da biomassa de microalgas utilizando eletrodos de ferro e alumínio.43 A fim de estudar a robustez do tratamento aplicado, foi coletado efluente de outra empresa de beneficiamento de pescados, com características diferentes, pois esta empresa trabalha somente com processamento de peixes. Os ensaios eletroquímicos foram realizados nas mesmas condiçoes. Após o tratamento, as amostras tratadas foram submetidas às análises físico-químicas, e os resultados com as porcentagens de remoçao sao mostrados na Figura 5. Conforme pode ser observado, os resultados na eficiência da remoçao dos contaminantes foram similares para sólidos suspensos, DBO5, cor e turbidez. Entretanto, para os parâmetros de DQO (78%), fósforo (60%) e óleos e graxas (83%), os resultados foram menores.
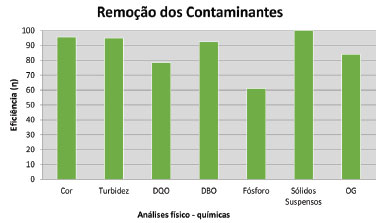 Figura 5. Eficiência de remoçao dos contaminantes por ECF, corrente de 5 A, tempo de 25 min
Os resultados obtidos demonstraram que o tratamento com o reator eletroquímico de ECF, nesta empresa, promoveu uma reduçao significativa em todos os parâmetros analisados, com remoçao média acima de 90% para DBO5; 95,6% e 94,9% para cor e turbidez, respectivamente. A grande reduçao no teor de matéria orgânica pode ser relacionada à oxidaçao das substâncias orgânicas dissolvidas, a qual se deve à presença das pequenas bolhas de oxigênio que atuam como um potente agente oxidante no meio.12 Isso de fato confirma o potencial da técnica empregada para o tratamento do efluente em questao.
CONCLUSAO A técnica eletroquímica de ECF vem ganhando popularidade e se tornando uma alternativa reconhecidamente viável e eficiente diante dos processos convencionais para o tratamento de águas residuais. De acordo com resultados obtidos, pode-se concluir que a ECF é um processo com grande potencial para o tratamento de águas residuais provenientes da indústria de beneficiamento de pescados. A melhor condiçao estudada (corrente de 5 A, potencial elétrico de 15 V e distância entre as placas igual a 10 mm) apresentou uma eficiência de remoçao dos contaminantes bastante significativa. Para a turbidez ocorreu uma reduçao média de 96,9%; DQO de 93,3; DBO5 de 97,5%; fósforo de 88,5% e óleos e graxas de 93,6%. No que diz respeito à cor, observou-se que ocorreu uma reduçao acima de 50% nos 5 primeiros minutos e após 25 min de tratamento a água residual foi completamente clarificada (reduçao média acima de 95%). Além disso, o processo de ECF apresenta algumas vantagens quando comparado aos processos convencionais, como o menor tempo de retençao, menor área de instalaçao e ainda uma menor produçao de lodo no final do tratamento.
AGRADECIMENTOS Os autores agradecem à UNISUL (Universidade do Sul de Santa Catarina), à FAPESC (Fundaçao de Amparo à Pesquisa e Inovaçao do Estado de Santa Catarina) e ao CNPq (Conselho Nacional de Desenvolvimento Científico e Tecnológico) pelo apoio financeiro.
REFERENCIAS 1. Bottino, A.; Capannelli, G.; Comite, A.; Ferrari, F.; Firpo, R.; Venzano, S.; C. R. Chimie 2009, 12, 882. 2. Sivasangari, S.; Suseendhar, S.; Kumar, K. S.; Vijayaprasath, N.; Thirumurugan, M.; International Journal of Innovative Research in Science, Engineering and Technology 2016, 5, 20810. 3. Mollah, M. Y. A.; Schennach, R.; Parga, J. R.; Cocke, D. L.; J. Hazard. Mater. 2001, 84, 29. 4. Nawel, A.; Farid, D.; Belkacem, M.; Jean-Pierre, L.; Khodir, M.; Sep. Purif. Technol. 2015, 144, 168. 5. Tikariha, A.; Sahu, O.; J. Appl. Environ. Microbiol. 2014, 2, 16. 6. Colic, M.; Morse, W.; Hicks, J.; Lechter, A.; Miller, J. D.; Industrial Water Quality 2007, 27, 1. 7. Durai, G.; Rajasimman, M.; J. Environ. Sci.Technol. 2011, 4, 1. 8. Angelis, D. F.; Corso, C. R.; Vidoia, E.; Quim. Nova 1998, 20, 24. 9. Afonso, M. D.; Bórquez, R.; Desalination 2002, 142, 29. 10. Chowdhury, P.; Viraraghavan, T.; Srinivasan, A.; Bioresour. Technol. 2010, 101, 439. 11. Lefebvre, O.; Moletta, R.; Water Res. 2006, 40, 3671. 12. Mansour, L. B.; Kesentini, I.; J. Hazard. Mater. 2008, 153, 1067. 13. Comninellis, C.; Electrochim. Acta 1994, 39, 857. 14. Mota, I. O.; Castro, J. A.; Casqueira, R. G.; Junior, A. G. O.; J. Mater. Res. Technol. 2015, 4, 109. 15. Cerqueira, A. A.; Marques, M. R. C.; Russo, C.; Quim. Nova 2011, 34, 59. 16. Kyzas, G. Z.; Matis, K. A.; J. Mol. Liq. 2016, 220, 657. 17. Sahu, O.; Mazumdar, B.; Chaudhari, P. K.; Environ Sci Pollut Res. 2014, 21, 2397. 18. Khelifa, A.; Aoudj, S.; Moulay, S.; Petris-Wery, M.; Chem. Eng. Process. 2013, 70, 110. 19. ABNT - NBR 9897: Planejamento de amostragem de efluentes líquidos e corpos receptores, 1987. 20. ABNT - NBR 9898: Preservaçao e técnicas de amostragem de efluentes líquidos e corpos receptores, 1987. 21. APHA; Standard Methods for the Examination of Water and Wastewater, 22th ed., American Public Health Association: New York, 2012. 22. Tshinyangu, K. K.; Hennebert, G. L.; Food Chem. 1996, 57, 223. 23. Fukui, Y.; Yuu, S.; AlChE Journal 1985, 31, 201. 24. Chen, G.; Sep. Purif. Technol. 2004, 38, 11. 25. Chowdhury, P.; Viraraghavan, T.; Srinivasan, A.; Bioresour. Technol. 2010, 101, 439. 26. Afonso, M. D.; Bórquez, R.; Desalination 2002, 142, 29. 27. Wong, Y.C.; Moganaragi, V.; Atiqah, N.A.; Orient. J. Chem. 2013, 29, 1421. 28. Ge, J.; Qu, J.; Lei, P.; Liu, H.; Sep. Purif. Technol. 2004, 36, 33. 29. Chen, G.; Sep. Purif. Technol. 2004, 38, 11. 30. Holt, P. K.; Barton, G. W.; Wark, M.; Mitchell, C. A.; Colloids Surf., A 2002, 211, 233. 31. Malakootian, M.; Mansoorian, H. J.; Moosazadeh, M.; Desalination 2010, 255, 67. 32. CONAMA; Resoluçao nº 430, 13 de maio de 2011. 33. Chen, X.; Chen, G.; Yue, P. L.; Sep. Purif. Technol. 2000, 19, 65. 34. Wang, C.; Choub, W.; Kuo, Y.; J. Hazard. Mater. 2009, 164, 81. 35. Mollah, M. Y. A.; Morkovskyb, P.; Gomes, J. A. G.; Kesmez, M.; Parga, J.; Cocke, D. L.; J. Hazard. Mater. 2004, 144, 199. 36. Llerena, C.; Ho, J. C. K.; Piron, D. L.; Chem. Eng. Commun. 1996, 155, 217. 37. Inan, H.; Dimoglo, A.; Simsek, H.; Karpuzcu, M.; Sep. Purif. Technol. 2004, 36, 23. 38. Izquierdo, C. J.; Canizares, P.; Rodrigo, M.A.; Leclerc, J.P.; Valentin, G.; Lapicque, F.; Desalination 2010, 255, 15. 39. Ji, M.; Jiang, X.; Wang, F.; Desalin. Water Treat. 2015, 55, 2044. 40. Ricordel, C.; Darchenb, A.; Hadjievc, D.; Sep. Purif. Technol. 2010, 74, 342. 41. Qin, X.; Yang, B.; Gao, F.; Chen, G.; J. Environ. Eng. 2013, 139, 1004. 42. Il’in, V. I.; Brodskii, V. A.; Kolesnikov, V. A.; Gubin, A. F.; Russ. J. Gen. Chem. 2014, 84, 2332. 43. Baierle, F.; John, D. K.; Souza, M. P.; Bjerk, T. R.; Moraes, M. S. A.; Hoeltz, M.; Rohlfes, A. L. B.; Camargo, M. E.; Corbellini, V. A.; Schneider, R. C. S.; Chem. Eng. J. 2015, 267, 274. |
On-line version ISSN 1678-7064 Printed version ISSN 0100-4042
Qu�mica Nova
Publica��es da Sociedade Brasileira de Qu�mica
Caixa Postal: 26037
05513-970 S�o Paulo - SP
Tel/Fax: +55.11.3032.2299/+55.11.3814.3602
Free access